中车常州车辆有限公司 江苏常州213011
摘要:42CrMo中碳调制钢具有良好的强度、韧性以及淬火变形小的特点,常用于载荷较大的工程机械受力结构件中。但是当对其与其他金属材料焊接时,焊接性低劣的特点则显现无疑。本文以42CrMo与Q345B焊接工艺为研究对象,对其焊接难点进行分析。
关键词:中碳调制钢、淬透性、热裂纹、冷裂纹
引言:我公司承接的某地下工程设备,在主要承载受力件部位,是由42CrMo、30CrMo、Q345B等材质构成,其配件厚均超过20mm。根据ISO 15614焊接工艺评定覆盖原则,本文以42CrMo与Q345B焊接为研究对象进行操作技术及工艺分析。
一、母材焊接性能分析:
1. 42CrMo焊接性分析
42CrMo 中碳调质高强钢,其化学成分如表1所示。由此可以看出碳当量 Ceq 为0. 91 。热裂纹敏感系数 Hcs=9.56。42CrMo 中的合金元素含量高 ,焊道在凝固结晶的时候 ,结晶温度区间跨度大 ,偏析倾向严重 ,容易在焊缝金属中形成热裂 纹。结合计算的 42CrMo 热裂纹敏感系数 Hcs=9.56,得出结论 42CrMo 具有较强的热裂纹倾 向。42CrMo 钢的 Ms 点低 ,在母材的热影响区易产生淬硬组织 ,并且工件愈厚 ,淬硬倾向愈大 ,在工件冷却过程中淬硬区易产生冷裂纹。结合计算的 42CrMo 的碳当量 =0.9,得出结论 42CrMo 具有较强的冷裂纹倾向。
表 142CrMo 的化学成分(%)
C | Si | Mn | S | P | Cr | Ni | Mo | Cu |
0.38~0.45 | 0.17~0.37 | 0.50~0.80 | ≤ 0.035 | ≤ 0.035 | 0.90~1.20 | ≤ 0.035 | 0.15~0.30 | ≤ 0.030 |
2.Q345B焊接性分析
表 2 为合金钢 Q345B 的化学成分。Q345B 碳当量 Ce=0.49 > 0.45, 具有一定的淬硬倾向 ,在焊接需要前对工件进行适当的预热 ,即可可有效地防止了裂纹的产生。焊接性能相对良好。
表 2 Q345B 的化学成分(%)w/!
C | Si | Mn | S | P | V | Nb | Ti | Al |
0.15 | 0.32 | 1.48 | 0.011 | 0.003 | 0.02~0.15 | 0.015~0.060 | 0.02~0.20 | 0.032 |
结合上述,42CrMo 有强烈的高淬硬倾向,且焊接冷裂性十分明显。但是,Ms不是很高。焊接时,马氏体组织中的含碳量也不少, 此时过热区非常可能会脆化。Q345B 在力学性能上占了优势,有不错的焊接性。根据上述分析,需遵从下列选材标准: 材料焊接性必须符合 42CrMo,焊接强度≥Q345B 的强度。
二、焊接工艺及操作
1. 焊材选择
在选择焊接材料时,我们需对焊材的力学性及化学成分进行多方面评估,在既能保证Q345B的屈服强度,又能满足42CrMo的可焊性,我们选择了抗裂性能较好的E71T -1 药芯焊丝进行焊接,其化学成分见表3,力学性能见表4。因42CrMo中Cr含量相对较高,虽然Cr元素可以提高回火的稳定性、强度和塑性,但是产生热裂纹的可能性依然很大。同时因合金成分较高,在焊缝区及热影响区易形成粗大马氏体,因此增大淬硬倾向,产生冷裂纹及延迟性裂纹可能性增大。而E71T-1 型药芯焊丝中含有较高的Mn、Ni、AL等元素,可以有效提高焊缝脱氧、脱硫能力,Ni可以增强焊缝金属韧性,以此减少热裂纹、冷裂纹产生。同时E71T -1 药芯焊丝添加了天然金红石,来造渣、稳弧、成型和改善全位置焊接工艺。因此选择E71T -1 药芯焊丝是较为适合的焊材。
![]() 表 3 焊丝化学成分
表 3 焊丝化学成分
焊丝及牌号 | 化 学 成 分 | ||||||||
C | Si | Mn | P | S | Cu | Ni | Cr | Mo | |
E71T-1 Φ1.2 药芯焊丝 | 0.034% | 0.44% | 1.15% | 0.016% | 0.009% | 0.03% | 0.02% | 0.02% | 0.01% |
表 4 焊丝力学性能
焊丝及牌号 | 屈服强度 /MPa | 抗拉强度 /MPa | 断后伸长率 | 冲击吸收功 /J |
E71T-1 准1.2 药芯焊丝 | 510 | 570 | 28% | 140,144, 154(-20℃时) |
2. 过程控制
2.2.1 施焊前需清理焊缝两侧30mm油污、铁屑、铁锈等杂质,防止污染焊缝。
2.2.2 焊丝和焊件,在焊接前要防止玷污。查看焊接设备或仪表是否正常。
2.2.3 焊接接头形式见图1,焊接参数选择见表5。选用99.9%的CO2作为保护气体
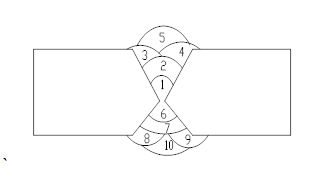
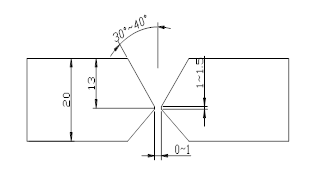
图1 焊接接头形式及焊层焊道
表5 焊接规范
焊道号 | 方法 | 填充材料 | 焊丝直径(ø mm) | 焊接电流(A) | 电弧电压 (V) | 电流过度形式 | 极性 | 层间温度(℃) | 焊速mm/min | 热输入KJ/mm |
1 | 135 | E71T-1 | 1.2 | 210±20 | 21±2 | 135-D | DC+ | 150±30 | 240 | 0.882 |
2 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 280 | 0.987 |
3 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 260 | 1.063 |
4 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 260 | 1.063 |
5 | 135 | E71T-1 | 1.2 | 250±20 | 27±2 | 135-S | DC+ | 240±30 | 300 | 1.080 |
6 | 135 | E71T-1 | 1.2 | 210±20 | 21±2 | 135-S | DC+ | 150±30 | 240 | 0.882 |
7 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 280 | 0.987 |
8 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 260 | 1.063 |
9 | 135 | E71T-1 | 1.2 | 240±20 | 24±2 | 135-S | DC+ | 180±30 | 260 | 1.063 |
10 | 135 | E71T-1 | 1.2 | 250±20 | 27±2 | 135-S | DC+ | 240±30 | 300 | 1.080 |
2.2.4 打底层焊时,采用直接短路接触法引弧,由于采用平特性的弧焊电源,空载电压较低,造成引弧困难,因引弧时不要与焊件接触太紧。调节干伸长度10-15mm,使焊丝端头与焊件保持2-3mm的距离。如焊丝端部有粗大的球形头,需用焊钳剪掉。在焊接过程中要认真观察熔池的形状、熔孔的大小及铁水与熔渣的分离情况,还应注意观察焊接过程是否正常(如偏弧、极性正确与否等)。熔池一般保持椭圆形为宜(圆形时温度已高)。熔孔过大时,背面焊缝余量过高,易形成焊瘤或烧穿;熔孔过小时,容易出现未焊透或夹渣现象(弯曲试验时易开裂)。焊接时一定要保持熔池清晰,熔渣与铁水要分开,否则易产生未焊透及夹渣等缺陷。
焊接过程中电弧要一直在铁水的前面,利用电弧推力将铁水吹向熔池后方,这样既能保证熔深又能保证熔渣与铁水很好地分离,减少产生夹渣和气孔的可能性。当铁水与熔渣分不清时,要及时调整焊丝的角度(即焊丝角度向焊接方向倾斜),并且要压低电弧,直至铁水与熔渣分清,然后进行正常焊接。
焊接时熔池形状由椭圆形向圆形发展,熔池变大,并出现下塌的感觉。如不断添加铁水,焊层也会加高,同时还会出现较大的熔孔,此时说明熔池温度过高,应迅速灭弧,并减慢焊接频率,等熔池温度降低后,再恢复正常的焊接。
在电弧的高温和推力的作用下,坡口根部熔化并击穿形成熔孔。施焊过程中要严格控制熔池的形状,尽量保持大小一致,并随时观察熔池的变化及坡口根部的熔化情况。熔孔的大小决定焊缝背面的宽度和余高,通常熔孔的直径是间隙的1.5倍为好。焊接过程中如发现熔孔过大,表明熔池温度过高,应迅速灭弧,并适当延长熄弧的时间,以降低熔池温度,然后恢复正常焊接。若熔孔太小则可减慢焊接速度,当出现合适的熔孔时方能进行正常焊接。
影响焊缝成形、焊层高低的主要因素有:焊接速度的快慢、焊丝倾角、熔孔大小的变化、电弧的长短及焊接位置等。平焊位时,焊缝正面焊层不易增高,而焊缝背面焊层容易偏高。同时还应控制熔孔不宜过大,避免铁水下坠,这样才能使焊缝背面与母材平齐或略低,符合要求。
2.2.5 焊接中,需注意的是,因结构件用途较为特殊,焊角尺寸较大,在焊接时禁止摆动,防止在摆焊过程中增大热应力带了应变,从而导致焊缝的冷裂倾向。每道焊层不能>5mm。同时在截面时,应在焊缝中间结盖耐磨层,如图2所示。



图2 结面耐磨层示意图
3. 预热温度及层间温度控制
为了避免 42CrMo 高强钢出现明显的焊接冷裂纹,需提前做好预热。该步骤能够延缓冷却 800 ~ 500 ℃ ,防止出现淬火组织。另外,能促进氢的快速逸出。预热温度,受扩散氢含量、母材成分、坡口质量以拘束度大小等诸多因素的限制。根据中碳钢预热公式:To = 550·( C - 0. 12) + 0. 4h,可得出To = 206-270 ℃。因此在焊接过程中,层间温度也不应大于260℃。
2.4 焊后热处理
退火空炉温度400度,每小时升温50-70度,根据板厚选择保温时间,小于30保温1.5h。30-50保温2h,大于50保温3h,保温后随炉冷却至250℃。热处理曲线图见图3

图3 热处理曲线图
三、结束语:
对于 42CrMo 与 Q345B 的焊接 , 通过填E71T-1药芯焊丝 ,可有效的降低了焊缝金属的氢致裂纹敏感性 ,确保了焊缝的强度。通过采取焊前预热、焊后及时热处理的方法 ,加速了焊接区域氢的逸出 ,有效的避免了焊接区域的硬化、脆化及冷裂纹等问题。通过以上的相关措施使得整个焊接区域的缺陷得到有效的控制,从而获得了力学性能优良的焊接接头。总结出一套适用于中碳调制钢的焊接操作方法,为我公司焊接技术奠定基础,以指导后续类似产品的焊接工艺。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



