(重庆工贸职业技术学院)
摘要 在镁铝合金的压铸过程中,模具型腔内由于金属流体填充压铸模具型腔时,导致普通空气和脱模剂受热挥发,从而产生气体,这些气体如果不能及时被排出,就会对金属压铸产品表面产生气孔、缺陷等情况,影响制成品成型的质量和合格率。基于分析传统机械排气真空阀的阀芯卡滞,真空阀排气孔堵塞等故障, 本文将对用于铝镁合金高压铸造工艺中的真空阀进行改良和设计,提高真空阀的排气量,降低真空阀的故障率。
关键词 真空阀;真空压铸;机械排气真空阀
1引言
排气真空压铸技术是以传统的压力铸造技术为基础并利用对型腔真空排气从而达到使金属熔体在相对真空的条件下充填型腔的技术。在压铸过程中利用真空压铸技术抽出型腔内的气体,排气真空压铸技术能消除压铸型腔内的溶解气体和压铸件内的气孔,提高压铸件的内部结构致密性,进而提升所需压铸件的综合表面质量和力学性能[1]。近年来我国汽车产业发展迅速,用于汽车发动机缸体、变速箱体,变速箱阀板、新能源电驱壳体等汽车压铸件生产对压铸排气真空阀的需求迅速增加。压铸排气真空阀主要安装于压铸模具排气槽末端,在模具压铸时将压铸模具内空气抽出并将液态合金液密封在模具内部,能否将模具内的空气全部抽出是决定压铸工艺好坏的关键。
2 压铸排气真空阀发展历程
随着压铸技术的发展和科技的进步,压铸行业对铸件零部件的质量提出了越来越高的要求,真空压铸工艺对其有举足轻重的作用。国外以瑞士Fonderax和日本宇部的Gas free生产的排气真空阀作为压铸生产中的排气装置,但其结构对材料和加工精度要求较高,国内部分企业引进后在应用过程中故障率较高[2-3]。真空阀目前主要分为机械真空阀和电子液压或气动真空阀及排气板式真空阀。它们的优缺点非常明显,各有特色如下表1所示[4]。
表1各式排气真空阀的特点
种类 | 优点 | 缺点 |
机械压铸排气真空阀 | 排气量大,排气真空效果俱佳 | 定期维护,对操作人员素质较高 |
电子液压或气压真空阀 | 排气量较大,维修周期长 | 定期维护,排气真空效果较差,维护费用较高 |
排气板式真空阀 | 成本较低,维护简单 | 容易堵塞真空管道,排气效果欠佳,真空波动较大,真空稳定性较差 |
由于对模具铸造产品的气孔等质量要求的不断提高,对模具排气流量的要求也逐渐增高。压铸模具排气装置由原来的截面为“一”字型的排气板,逐渐演变出截面为‘M’型或半圆形的排气板、电子液压或气动控制的真空阀、到目前的合金动能驱动的机械压铸排气真空阀。机械压铸排气真空阀相较于其他两种阀门,具有排气量大,并且能够将型腔抽真空阶段和填充液填充阶段完美结合。
3压铸排气真空阀性能分析
机械压铸排气真空阀的加工精度和制造成本较高,而且机械压铸排气真空阀也具有三类典型真空故障,其中最显著的故障为真空阀堵塞故障,产生故障原因:一是真空阀堵塞的原因主要是真空阀阀芯具有一定磨损,摩擦力加剧,导致金属填充液流动力不足而无法关闭机械排气真空阀导致真空阀阀芯卡滞;二是金属填充液直接冲击排气阀活塞,堵塞排气阀活塞,导致密封阀芯不能及时关闭等等[2]。为解决现有真空阀阀芯容易卡滞的问题,对其进行了改良,其主要原理是关闭真空阀的动力改变为原有金属填充液的动能再加上顶紧组件的弹簧的能量,增大关闭阀芯的动能,有效关闭真空阀,进而减少阀芯卡滞情况。
4压铸排气真空阀性能改良设计
真空压铸工艺在实际生产过程中对模具内真空效果影响最大的是真空阀的最小流通截面(即阀芯流通截面)是影响抽气流量的瓶颈。如图一所示:
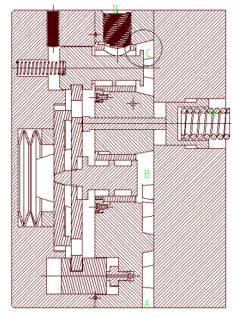

图一 图二
真空系统在对模具内空气进行抽除时空气经模具排气槽进入真空阀排气道A 处,再过真空阀触发阀芯B处流至真空阀阀芯C处通过真空管路接口D流入真空管路内。抽气完成后熔融状态的合金液经模具排气槽进入真空阀排气道A 处。再过真空阀触发阀芯B处并使B处的触发阀芯动作,真空阀阀芯在合金动能的作用下关闭,合金液被封堵在真空阀阀芯C处,如图二所示为真空阀关闭状态。原有真空阀为防止阀芯卡死,所以阀芯开口尺寸做得比较小约4mm,因为开口尺寸越大决定阀芯关闭时所需要的运动行程就越大,运动行程越大阀芯就越容易被卡死)。

图三
改良后的真空阀由于增加了弹簧所储备的能量参与阀芯的关闭,所以阀芯不容易卡死,所以阀芯开口尺寸可以做大些,由原有的4mm增加到了5mm,如图三所示。由于开口尺寸增加了约20%,所以真空阀的抽气流量也相应增加了约20%。
5结语
压铸排气真空阀主要安装于压铸模具排气槽末端,压铸时通过该真空阀将压铸模具内空气抽出并将液态合金液密封在模具内部。由于真空阀抽气流量大,所以对抽除模具空气的效果较普通模具排气板好,但真空阀价格昂贵、维护保养繁琐、所以多数情况仅用于某些对内部质量要求较高的产品。通过对压铸排气真空阀的性能改良,可以降低真空阀的故障率,并进一步提高真空阀的排气量,从而进一步提高压铸生产过程中压铸产品的良品率和提升压铸生产过程的稳定性。
基金项目:
重庆市教育委员会科学技术研究项目(KJQN201903603)。
参考文献
[1] 陈学美,朱仁举.高真空压铸技术在汽车铝合金铸件的应用[C].中国有色合金及特种铸造发展论坛论文集,2017:188-191.
[2] 王福杰,余效平,张浩等.浅谈真空压铸及常见故障[C].绿色铸造与持续发展,2015(第25届)重庆市铸造年会论文集,2015:229-233.
[3] 王春涛,史家辉,沈波,蒋金良,张旺杰.浅谈结构件高真空压铸模具关键技术及发展[J].特种铸造及有色合金,2017,37(12):1327-1328.
[4] 邹智厚,孙安园,梁晓威等.真空设备在高压铸造上的应用[C].第八届中国国际压铸会议论文集,2012:158-160.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



