潞安化工集团 漳村煤矿 山西长治 046032
摘要:由于漳村选煤厂传统浮选药剂添加方式具有添加量难掌握、设备故障率高、加药工艺不合理等问题,在厂内开展了加药改造工艺。经过对加药装置与管道的改造,成功实现了药剂添加量、添加比例精准控制,加药远程就地可控,加药工艺合理有效,降低了药耗成本、提高了精煤回收率。
关键词:浮选;自动加药;计量泵
中图分类号:TD94 文献标识码:A
漳村煤矿是潞安矿业集团公司下属的特大型矿井,漳村煤矿选煤厂隶属于漳村煤矿,年入洗量为3.60Mt/a。选煤厂采用预脱泥两产品重介旋流器+粗煤泥三产品螺旋+细煤泥浮选+尾煤压滤的工艺,入洗原煤为贫瘦煤,精煤产品主要用于高炉喷吹用煤[1]。
厂内浮选工艺主要为原煤脱泥筛筛下1.5—0mm级物料经分级旋流器组分级后,分级旋流器组溢流(-0.15mm细煤泥)采用浮选系统进行分选[2]。浮选系统现由一台矿浆准备器、三台浮选机和两个药剂罐组成,煤泥水经矿浆准备器初步处理后直接进入三台机械搅拌式浮选机进行浮选,三台浮选机所选出的精煤产品进入两台加压过滤机进行浮选精煤脱水,尾矿自流进入浓缩机沉降后由泵打入尾煤压滤机进行脱水。现场浮选加药方式为浮选机第一室加起泡剂和捕收剂,第三室加捕收剂,预处理器内暂不加药。

图1 浮选工艺流程图
一、存在的问题
1.人工影响
厂内一直使用手动阀门调节捕收剂、起泡剂加药量,药剂添加量与添加比例极为不准确;岗位工人操作经验、技术能力层次不一,且受浮选工艺影响,加药起效具有滞后性,常规造成加药量过多[3],导致药剂浪费,工人发现加药量过多后减少药量,又会造成加药量过少,最终由于药剂量波动导致产品质量不稳定。
2.设备影响
药剂管道易堵塞,从而导致药剂断流且不易被发现,从而影响精煤回收率[4],企业效益受损。加药常规使用手动阀门,不仅加药精度低,由于工况影响阀门易损坏,设备可靠性差。
3.工艺影响
常规浮选工艺需在矿浆准备器集中加药,浮选机内分段加药,而漳村煤矿选煤厂仅在浮选机人工加药,药剂在矿浆中分散性差,无法完全作用在矿粒上,导致浮选效果差,浮精指标不稳定,加药效果受到严重影响。
二、改造方案
1.目标
实现捕收剂、起泡剂加药量自动控制;实现在矿浆准备器、浮选机一室、浮选机三室等位置加药;实现药剂添加量、添加比例精确控制;实现加药累积量就地远程显示。
要实现上述功能需要对加药装置的柜体进行优化设计,满足加药点的数量需求与加药累计量的就地显示、控制;增加集控上位机,实现加药量远程显示;选择合适的药剂计量泵,实现加药量的自动控制,添加量、添加比例的精确控制,累积量的自动计量。其中难点主要在于加药装置的改进与药剂计量泵的选择。
2.柜体设计

图2 加药装置柜体图
如图2所示,加药装置柜体主要由触摸屏、电控系统、药剂计量泵、内部输油管道(包含手动备用阀)组成。
(1)根据生产加药需求,矿浆准备器一台需要2个加药点,分别添加捕收剂、起泡剂;三台机械搅拌式浮选机,每台需3个加药点,共9个加药点;备用1个加药点。如图所示,图中一台药剂计量泵安装位置对应一个加药点,共三行四列药剂计量泵安装位置,即共12个加药点,可适应厂内生产需求。
(2)触摸屏可实现每台药剂计量泵加药瞬时量与累计量的显示;岗位人员根据实际工况在触摸屏上进行药剂量输入,通过PLC程序对加药量就地控制,通讯方式为RS485通讯,从而实现药剂添加量、添加比例精确控制。
3.计量泵选择
根据厂内生产所需功能要求,经过多家药剂计量泵对比,最终选择了计量更精准的蠕动泵作为药剂计量泵,蠕动泵结构由驱动器和泵头两部分组成,如图3所示。

图3 蠕动泵
(1)捕收剂计量泵选型
根据厂内生产实际消耗捕收剂量计算,每分钟捕收剂消耗常规最大值为2084ml/min,浮选系统只有一台矿浆准备器,矿浆准备器的加药量占总量的60%~70%,因此矿浆准备器捕收剂加药量为:
2084ml/min×65%=1355ml/min
一台矿浆准备器对应三台浮选机,浮选机加药量一般在30~40%,单台浮选机捕收剂加药量:
2084ml/min×40%÷3=278ml/min
考虑到药剂添加极限值,矿浆准备器捕收剂计量泵选择型号为BL600,最大流量1600ml/min,,浮选机捕收剂计量泵选择型号为BL100,最大流量380ml/min。
(2)起泡剂计量泵选型
根据厂内生产实际消耗起泡剂量计算,每分钟起泡剂消耗常规最大值为1042ml/min,浮选系统只有一台矿浆准备器,矿浆准备器的加药量占总量的60%~70%,因此矿浆准备器起泡剂加药量为:
1042ml/min×65%=678ml/min
一台矿浆准备器对应三台浮选机,浮选机加药量一般在30~40%,单台浮选机起泡剂加药量:
1042ml/min×40%÷3=139ml/min
考虑到药剂添加极限值,矿浆准备器起泡剂计量泵选择型号为BL300,最大流量1140ml/min,浮选机起泡剂计量泵选择型号为BL100,最大流量380ml/min。
(3)泵的特性
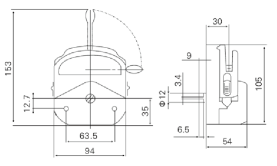
图4 蠕动泵(单位mm)
如图4所示,蠕动泵体型小巧、便于安装,使用过程中振动相对较小,设备寿命长;如图5所示,泵体本身带有液晶显示屏,方便现场人员观察流量、流速、转速等信息;

图5 蠕动泵液晶显示屏
外控输入接口可用电压信号、电流信号、RA485通讯;测量精度保证在±0.5%。
4.管道设计
工程施工过程的管道原理如图6所示,药剂库中药剂由泵打出,分别流经手动球阀、开关型电动球阀后进入加药装置柜内,柜内主要包含药剂管道过滤器与微型球阀连接的蠕动泵,其中蠕动泵旁有连接手动球阀的备用管道,当蠕动泵发生故障后采用备用管道进行输油,药剂由加药装置柜流出后直接流入到对应的加药点。

图6 管道原理图
四、实施效果
经过浮选加药装置与管道改造后,取得了明显的效果。经过改造后,岗位工人可直接站在加药装置柜前通过触摸屏进行加药量输入,无需爬到检修平台,极大的减少了工人的劳动强度。通过触摸屏就地输入加药量,通过PLC输出信号控制泵定量输出药剂,药剂添加量和添加比例都得到精准控制。更换了手动、电动阀门,并在管道中装备过滤器,降低了设备故障率。在矿浆准备器中增加了加药点,保证了药剂在矿浆中的充分分散,浮选效果显著变好,精煤回收率提高了2个点。
五、经济效益
1.药耗降低3%,保守计算每月节约10000元。(捕收剂月耗约22吨/月,8300元/吨,起泡剂月耗约20吨/月,起泡剂7400元/吨,一月总耗药330600元左右)
2.选煤厂每月20万吨喷吹煤,73%回收率,25%煤泥量,折合浮选入浮煤泥月处理量为4万吨,按精煤售价为1200元/吨,煤泥售价200元/吨,浮精回收率提高0.25%-0.5%,按浮精回收率提高0.25%保守估计,增加效益为:4X0.25%X(1200-200)=100000元。
结语
通过漳村选煤厂浮选加药装置及管道的改造,降低了工人劳动强度,提高了浮选精煤回收率,减少了加药设备故障率,保障生产的正常进行。最终精煤灰分、药剂消耗等生产指标符合智能化选煤厂建设标准,提能降耗实现效益最大化。
[1]马红,葛家君,王治帅,张光伟,张星,马运广,张歌.智能化选煤厂建设研究现状及进展[J].内蒙古煤炭经济,2019,(17):69-70.
[2]李强.选煤厂智能化改造[J].洁净煤技术,2021,27(S1):158-160.
[3]范素青,王其平,苏素芳,魏衍崇.洗煤厂浮选自动加药装置的研制与应用[J].煤炭工程,2010,(11):106-108.
[4]梁肖杰.浮选自动加药装置改造工艺项目研究[J].机械管理开发,2021,36(01):168-170.
作者简介:张亭云(1973-),男,山西武乡人,工程师,从事选煤技术管理工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



