秦皇岛工务段 河北省秦皇岛市 066000
关键词:相控阵;单探头;钢轨探伤;特殊伤损
引言:针对钢轨特殊伤损的检测方法进行工艺研究,采用新工艺相控阵超声对钢轨伤损进行检测,解决现场伤损判定难的问题,包括钢轨轨头部鱼鳞伤下核伤、轨底三角区伤损和焊缝中气孔的判断。通过相控阵的成像和常规通用探伤仪伤损回波显示进行对比,提供了先进、省时的钢轨探伤实际操作技术参考。
1钢轨各部位检测装置设计
1.1钢轨轨头腰侧面超声探头随动装置
钢轨轨头腰侧面超声探头随动装置包括:水平动作气缸、旋转臂、双水平四连杆+弹簧机构、限位轮及探头。重轨进入检测区,摆臂动作气缸驱动水平摆臂摆动,将双探头实时随动机构压落到轨头腰的侧面检测区域,当限位轮接触到轨头、腰侧面时,双探头实时随动机构中的水平四连杆的复位弹簧被拉伸,探头在复位弹簧拉力作用下,实现探头在检测过程中水平方向实时随动。
1.2钢轨轨底踏面超声探头随动装置
钢轨轨底踏面超声探头随动装置包括:水平和垂直动作气缸、水平和垂直四连杆机构、限位轮及探头。重轨进入检测区,水平和垂直动作气缸分别先后动作,水平气缸驱动水平四连杆向前伸出,垂直气缸伸缩杆收缩,垂直四连杆在复位弹簧的作用向下运行,探头在双四连杆的带动向斜下方45°运动,当限位轮接触到轨腰时,探头刚好被压落到钢轨轨底踏面指定检测区域,此时水平和垂直四连杆的复位弹簧均被拉伸,探头在弹簧拉力作用在检测过程中实现水平和垂直方向实时随动。
1.3钢轨轨底平面超声探伤探头随动装置
钢轨轨底平面超声探伤探头随动装置包括:水平和垂直动作气缸、水平和垂直四连杆机构、限位轮及探头。重轨进入检测区,水平和垂直动作气缸分别先后动作,水平气缸驱动水平四连杆向前伸出,垂直气缸驱动垂直四连杆向上运行,探头在双四连杆的带动向斜上方运动,当限位轮接触到轨腰时,探头刚好被压落到钢轨轨底平面指定的检测区域,此时水平和垂直四连杆的复位弹簧均被拉伸,探头在弹簧拉力作用在检测过程中实现水平和垂直方向实时随动。
1.4钢轨轨头踏面超声探伤探头随动装置
高铁用重轨轨头踏面超声探伤探头随动装置包括:垂直气缸、垂直四连杆机构、双限位轮、(圆锥限位轮)水平随动机构及探头。重轨进入检测区,垂直气缸驱动垂直四连杆向下伸出,当双限位轮接触到轨头两侧时,探头刚好被压落到轨头踏面中心区,此时垂直四连杆的复位弹簧被拉伸,探头在弹簧拉力作用下实现垂直实时随动。然后水平随动机构在双限位轮在轨头踏面定位功能的作用下实现探头装置整体对钢轨的水平实时随动。
2钢轨焊缝相控阵超声检测技术
2.1相控阵设备试验
使用专门针对钢轨焊缝检测而设计的CTS-PA22ARW型钢轨焊缝相控阵超声检测仪。车间提供现场伤损数据,由仪器专家分析超声波接收和反射,有针对性地选择入射角。为了对钢轨焊缝的全断面探伤,要求仪器设置9组专用钢轨焊缝检测通道:轨头单1、轨头单2、轨腰单、轨底单1、轨底单2、零度单、轨腰串列、轨底K型、轨头K型,实现通道参数的快速存储及调用,及轨头、轨腰、轨底全覆盖快速探伤。新版软件增加轨头侧面、轨底侧面、轨腰侧面、热影响区4个模块。钢轨焊缝检测专用探头类型:单斜相控阵探头,实现轨头单、轨底单、轨腰单的单扫查工作,包括集成楔块和分体设计。单直相控阵探头,实现铝热焊焊缝零度单的扫查工作,通过软膜保护探头。串列式扫查阵列探头,实现轨腰的串列式扫查检测。32晶片,一次覆盖检测。K型扫查阵列探头,实现轨头、轨底的K型扫查检测,32晶片,一次覆盖检测。
2.2相控阵仪器钢轨焊缝探伤灵敏度设定方法
遵照铁标JB/T10062-1999、TB/T2634-1995和TB/T2658.21-2007技术指标要求,可以在GHT-5试块上标定好不同深度横孔和竖孔的探伤灵敏度。为匹配相控阵仪器探头的工作模式,标定方法也要有变化。
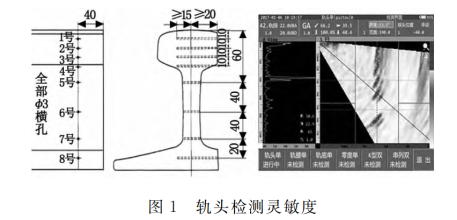
2.2.1轨头检测灵敏度
利用一次波检测除近表面之外的轨头中部及下部,实验采用GHT-5试块,单探头检测试块中1号~5号孔,探伤灵敏度要求以5号孔为标准但1号孔也要求清晰可见,校准之后轨头区域所有的参考反射体回波图像显示灵敏度基本一致。
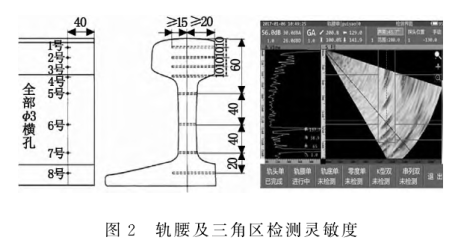
2.2.2轨腰及三角区检测灵敏度
利用一次波检测轨腰及轨底三角区,采用GHT-5型试块,单探头检测试块中5号孔、6号孔、7号孔、8号孔。探伤灵敏度以7号孔为要求,但8号孔以下显示要清晰明了,校准完成后5号孔、6号孔、7号孔、8号孔灵敏度基本一致。
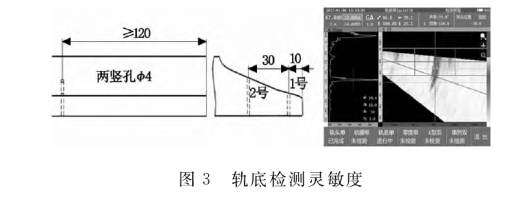
2.3轨底检测灵敏度
利用一次波检测轨底脚两侧与轨底,采用GHT-5型试块,单探头检测试块中2号竖孔。要以2号竖孔顶面为检测标点,然后再看2号竖孔底面,要求顶底的显示顺畅连续。
3现场使用与判伤技巧
3.1轨脚
钢轨轨底脚焊缝判伤方法:仪器探伤灵敏度标定好后,仪器选择轨底单1档在轨脚焊缝两侧进行扫查,当显示屏出现有伤损显示时微微移动探头,让伤损显示最大、最清晰图像,这时持稳探头不动,立即读出两个重要参数:←水平距离18.8,↓伤损埋藏深度9.2。
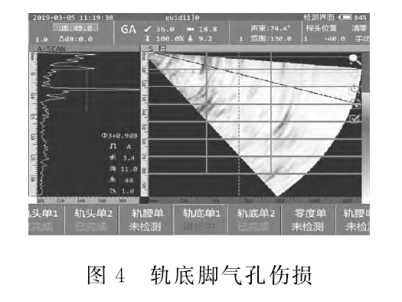
伤损确认与定位:第一步先看伤波深度是9.2(图4),这个说明在检测范围内;第二步看水平距离,注意看图5中的小钢尺数字18.8mm位置是在焊缝范围,即探头一侧,综合以上数据分析可以确定焊缝存在气孔伤损。

3.2轨腰
钢轨轨腰焊缝判伤方法:仪器探伤灵敏度标定好后,仪器选择轨腰单1档,在轨面焊缝两侧进行扫查,当显示屏出现有伤损显示时微微移动探头,让伤损显示最大、最清晰图像,这时持稳探头不动,立即读出两个重要参数:←水平距离95.6,↓伤损埋藏深度70.1,如图6。

伤损确认与定位:第一步看伤波深度是70.1,这说明在检测范围内;第二步看水平距离,注意看图7中的小钢尺数字95.6mm位置指示是在焊缝边缘,即探头一侧,不是探测到焊缝对面的焊筋,综合以上数据分析可以确定焊缝存在气孔伤损。

伤损定位后再作外观检查,如图8看到轨腰焊筋边缘确实有一个4mm气孔存在。
3,4轨头核伤
钢轨轨头疲劳伤损造成核伤形成,最难分辨鱼鳞伤下的核伤。鱼鳞伤会遮挡超声波入射折射和鳞伤多次波的反射,所以核伤判断方法有很多种,相控阵显示是一种全新的显示,能更简单更直观地让我们判断出鱼鳞伤,但按A显可能使我们错判为核伤。请看下面一个典型实例,首先找到伤损的最强出波位置然后把探头慢慢向轨头外侧横移,当探头外移至离开了鱼鳞伤干扰一侧时,伤波的读数就可以确定核伤的参数了,这是一种比较准确实用地判断鱼鳞伤下核伤的方法。
结束语:铁路钢轨是现代交通运输的重要组成部分,但在钢轨铺设中经常由于材料选用不合理、焊接出现技术性问题导致钢轨连接过程出现错位情况,严重影响了列车运行的平稳性和安全性。列车探伤工作正是对此类问题进行找寻,来保证铁路运输畅通无阻的有效做法,相关人员应提升重视程度,不断推动铁路事业向好向强发展。
参考文献:
[1]崔瀚钰.钢轨磨耗状态检测仪优化改进[J].上海工程技术大学学报,2020,34(03):226-231.
[2]孙秀秀.基于深度学习的高铁钢轨波磨检测的研究[D].北京建筑大学,2020.DOI:
[3]朱欣欣.道岔钢轨制造中磁粉检测的常见缺陷分析[J].无损检测,2020,42(06):68-69+72.
[4]付久容,路计哲,郭一诗.钢轨温度力检测设备量值溯源方案及其验证[J].铁道技术监督,2019,47(12):18-22.
[5]许玉德,余佳磊,刘一鸣.手推式钢轨磨耗状态检测仪的研制[J].城市轨道交通研究,2019,22(12):136-139+144.DOI:

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



