库尔勒中泰纺织科技有限公司
摘要:高纯度粘结剂可以由等离子体块或竹粒组成,其二沉重量由薄、薄、中、高清洗形式的粘结剂制成。高纯度胶粘剂,除了通过传统胶粘剂受潮之外,通过粘合剂的短距离自然减水率也满足了低卫生保健行业对非商业材料的具体要求,如白度、高纯度、低硫水位、低表面动力学、低水分和低柱库存量。国产胶粘剂短纤维的生产,今天通常是在使用胶粘剂之前,用高质量的粘合剂短纤维制造医疗。由于这一常规工艺首先需要为粉末和分散的气体提供软水——浓缩溶液在过滤前经过过滤,因此用测量泵按比例添加粘结剂,然后通过集中化进行充分分配。由于成品纤维直径一般在10 ~ 20m之间,因此需要1∨的钛颗粒直径均匀分布,才能制成优质塑料纤维。
关键词:新型高洁净度;粘胶短纤维;制造工艺
引言
涤纶具有断裂强度高、弹性好、抗皱等优点,但同时存在染色性差和吸湿性差等缺点;粘胶作为一种再生纤维素纤维,具有与棉纤维相同的化学组成,但其聚合度、结晶度、取向度都比棉纤维低,使得粘胶纤维吸湿性好、易染色,但断裂强度低、弹性差。不同特点的纤维进行组合搭配,不仅可以弥补单一纤维的缺陷、发挥各自纤维的优势,还可以使得复合纱线及织物表现出新的风格及功能。将粘胶纤维与涤纶纤维进行组合搭配的复合纱线既有涤纶良好的力学性能,又有粘胶良好的吸湿性。
1粘胶短纤维的生产工艺流程
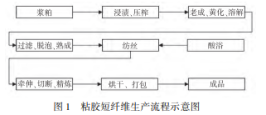
粘合剂短纤维的制造工艺分为胶水加工、主轴成形和后处理三个领域。粘合剂的组成部分包括Tau、挤压、粉碎、老化、黄色、熔化、灌溉、过滤和气泡形状,这些形状从一系列工艺转化为粘合剂。浆果菜单的主要成分是纤维素碱性溶液。生产胶粘剂的主要材料是浆果、碱液和硫化氢。丝绸形式采用保湿霜,粘结剂通过出口出口进入带有酸的薄淋浴间,通过神经和凝固效应进入由纤维素和再生纤维组成的纤维。粘结剂主要由两部分浴纤维组成,即凝固和分解。固体淋浴的主要成分是二氧化硫、氯化钠、硫酸等。波纹纤维采用水冲洗、二氧化硫、酸、油和干燥处理,最后制成粘合剂。
2性能测试
(1)纱线结构形态,在纱线外包覆羊毛纤维,用Y172型哈氏切片器制作切片,喷金处理后,放置到TM3000型台式扫描电子显微镜下观察纱线横截面。截取适当长度的纱线并将其置于载玻片上放置到ECLIPESLV100NPOL型偏光显微镜下观察纱线纵向形态结构。(2)纱线条干,选用CT3000型条干均匀度测试分析仪测试纱线条干,测试速度800m/min,测试时间30s,测试次数4次。(3)纱线捻度,选用Y331N型纱线捻度仪,参照GB/T2543.2—2001《纺织品纱线捻度的测定第2部分:退捻加捻法》,采用一次退捻加捻法测试纱线的实际捻度,试样长度500mm,预加张力0.5cN/tex,速度1000r/min,限位为其允许伸长的25%,每种纱线测试次数为10次。(4)纱线毛羽,选用YG172A型纱线毛羽测定仪测试纱线毛羽,纱线测试张力0.5cN/tex,测试速度30m/min,片段长度10m,测试次数5次。(5)纱线芯吸性能,选用YG(B)871型毛细管效应测定仪,取30cm纱线放入染液池中,每隔10s记录纱线的芯吸高度,3种类型纱线各进行6次重复试验,结果取平均值。(6)纱线拉伸性能,选用YG061F型电子单纱强力仪,参照GB/T3916—2013《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》,测试纱线拉伸性能,试样夹持距离500mm,预加张力0.5cN/tex,速度500mm/min,拉伸次数为20次。(7)纱线抗弯性能,选用XCB-1AN纤维抗弯力测试仪,测试纱线抗弯性能,夹持距离5mm,上升速度10mm/min,测试次数15次。以上所有实验均在标准大气下进行,且试样在标准相对温湿度环境条件下经过24h的调湿。
3溶解
低温溶碱性溶液中溶解黄纤维素细均化形成的淡橙色胶体溶液。低温NaOH溶液,溶碱浓度为15 ~ 16 GL。低温NaOH溶液,溶碱浓度为15 ~ 16 GL。将增稠机胶入溶出机时,按比例加入人消化剂,80分钟16转后进入溶出机和均衡器,使胶完全均匀化,使消化剂在胶中混合良好。消化剂溶液应在200-2600g l浓度的消化剂溶液中分配。在1小时的混合物检测和取样浓度合格后,应使用离心泵将消化剂注入罐内。添加分散剂的效果是:在搅拌作用下,降低液与固液-液的界面张力,分散剂对胶体中钛白色粉末颗粒的稳定分散效果主要通过静电、空间位置电阻和电空间稳定机制实现。当分散剂浓度合适时,钛白色粉末颗粒可在粘结剂中形成稳定悬浮,避免钛白色粉末颗粒聚集,保持分散系统的相对稳定性。当分散剂浓度过高时,钛白色粉末颗粒的分散性因吸附过多而不利;当分散剂浓度过低时,钛白色粉末颗粒的分散性不利,因为钛白色粉末颗粒表面不够潮湿。常用的分散剂主要有磷酸钠、硅酸钠、铝酸钠、三羟甲基丙酮和无水乙醇。
4纱线截面
涤纶短纤维随机分布在粘胶中。作为芯纱的涤纶短纤维被皮层的粘胶短纤维包覆,部分涤纶短纤维发生了向粘胶短纤维中的转移,纤维的转移使得纱线截面变得更为复杂,涤纶短纤维与粘胶短纤维既不是完全呈皮芯结构分布,也不是随机分布。这是因为作为芯纱的涤纶粗纱捻向与短纤维/短纤维包芯纱粗纱捻向相同,对于涤纶粗纱来说相当于2次加捻,加捻作用使纱线中纤维间产生了向心压力,增大了纤维间的摩擦力。此时,在皮层纱向心力的挤压下,芯纱中外层纤维开始向芯纱内部转移,芯纱内部纤维被挤出芯纱表面,转移到皮层纱内侧,由于芯纱与皮层纱均由短纤维构成,皮芯纱交界处的纤维会进一步发生交叉纠缠。涤纶长丝抱合比较紧密,没有发生向粘胶短纤维中的转移,且粘胶短纤维没有完全包覆住涤纶长丝,涤纶长丝裸露在纱线表面,即发生了“露丝”现象。
5纺练过程中粘胶纤维工艺损失的控制
(1)合理控制上升线。胶纺纱过程中,应定期更换喷头。在顶升过程中,必须切断新喷丝上升线的一部分,这可能导致纤维丢失。为了尽量减少损失,首先采用年轮延长换头期,减少每单位时间换头次数,从而减少吊丝量;其次,通过对纺纱人员进行定期职业培训和提高其操作技能,可以更合理地掌握吊丝的切割长度。(2)在断线期间、断线期间、设备运行不良或故障时对线带纤维损耗进行控制,往往导致钢带恢复。保持牵引切断设备的稳定运行是控制废丝形成的关键。(3)为了控制精炼干燥过程中粘接纤维的损耗,应定期对粘接短纤维精炼机和干燥机进行技术清洗,清洗设备内残留的纤维。为了减少纤维的损耗,必须一步一步地进行清洗过程。自然落在设备内的清洁纤维首先进行清洗和再循环;第二,必须清洗不能回收的纤维,如设备电线和脏电线;第三,降低设备故障率,适当延长清理周期。实施这些措施将使蚕豆消费量减少0.52公斤。
结束语
粘合剂溶解过程中添加的光减振器制成的粘合剂优于传统纺纱前注射方式产生的粘合剂均匀性,纺纱后产生的高纯度短胶纤维成品优于传统纺纱前注射方式产生的产品。在注射传统纤维之前有效解决短纤维高纯度粘结剂生产中的均匀性、低白度和高缺陷等差异,可广泛应用于健康和健康保护领域。
参考文献
[1]马君志,李昌垒,曲丽君.防辐射粘胶短纤维的研制及性能分析[J].人造纤维,2018
[2]冯文军,程翔,孙娜娜.新型滤芯在粘胶短纤维生产中的应用[J].合成纤维工业,2018
[3]刘大鹏,潘肖.洁净高白粘胶短纤维用油剂的改进实验[J].人造纤维,2018
[4]高占勇.新型粘胶短丝喷丝组件的设计[J].纺织器材,2018
[5]杨韶辉,张俊岭,李召朋,宋金勇,赵清香,王玉东,付鹏,刘民英.新型粘胶短纤维滤嘴的研制[J].高分子通报,2018
作者简介:宋楠,1986年10月,男,安徽亳州,汉族,助理工程师,本科,粘胶纤维生产,库尔勒中泰纺织科技有限公司

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



