(山东景耀玻璃集团有限公司 山东省临沂市 276624)
摘要:日用玻璃行业已成为关系到民生的绿色包装行业,日用玻璃以绿色、安全、可循环利用的产品理念融入到人们日常生活当中。在玻璃工业中,全氧燃烧技术最初是用于高温陶瓷窑龄较长的玻璃窑,以保持生产和使用寿命,解决蓄热室、换热器等问题,或暂时满足高出料率的需要。全氧燃烧(也称纯氧燃烧)指的是利用氧代替传统的空气,与重油、热煤气、天然气等发生反应,避免高温与氮气发生反应,从而达到节约能源、降低氮氧化物排放量的目的。随着氧气生产技术的迅速发展,以及电力消耗的不断下降,全氧燃烧技术将会在日用玻璃的烧制中逐渐被广泛地推广和使用。
关键词:全氧燃烧技术;日用玻璃;技术应用
引言:由于在环保、节能、产量和质量、设备投资、节约设备投资、节约工厂用地等方面的优势,使纯氧燃烧技术在80年代后期取代了传统的空气和燃料燃烧方式。近年来,在国家宏观政策的调整下,各地实施“碧水蓝天工程”等改善生态环境的措施,所以对纯氧燃烧技术的需求日益高涨。
1全氧燃烧概述
全氧燃烧是将传统的空气燃油燃烧方式转变成氧燃油燃烧方式。全氧燃烧技术是将燃油和氧气按照一定的比例进行混合,其燃烧精度高于空气[1]。全氧燃烧的烟气成分以CO2、H2O为主,提高CO2、H2O含量,可显著提高非发光火焰的黑度,使炉膛内的温度升高。在提高火焰热效率的同时,全氧燃烧炉的烟气量比常规的气体助燃炉的烟气量明显减少,降低烟气量带走的热量,因而可大大提高了燃烧的热效率,因此,发展节能环保高效工业是发展全氧燃烧的必然选择。
2全氧燃烧经济性分析
2.1建造成本
建造成本总结起来就是“两加两减”,两加是指采用更昂贵的电熔耐火材料,采用更精确、更可靠的燃烧控制系统,与传统的高炉相比,成本都有很大的提高;两减是指在不采用常规熔窑的蓄热室和换向设备时,炉膛面积较小,炉底较小(尤其是蓄热腔区)。因此,在蓄热室、换向设备的材料购置和建设以及在窑炉建设中的投入将会有所减少。全氧燃烧需要精确的计量和调节,对装置的可靠性和安全性有较高的要求,因此,在我国,采用的燃烧控制系统要比采用常规的空气辅助燃烧系统要贵得多[2]。由于无蓄热室的全氧燃烧炉占地面积减少,无需建立蓄热室,因此,建造成本就会大大降低。综合来看,采用同等质量的耐火材料,全氧燃烧炉的建造成本不会高于同等规模的常规空气助燃炉,有时甚至更低。
2.2综合经济性分析
在采用了氧气燃烧技术之后,至少还能给公司带来下列效益,其中一些效益是趋势性的,而另一些则是可以衡量的。
2.2.1提高玻璃质量
温度越高,热点越突出,温度梯度越合理,温度梯度越小,增强了玻璃液澄清好饿均化,就越能保证产品的品质。火焰温度高且均匀,使玻璃液进一步的熔融,可很好的去除石头和其他未熔融物质,提高玻璃均化度。
2.2.2降低NOx 处理的费用
使用纯氧燃烧,78%的氮气不会被引入到燃烧过程中,因此,采用全氧燃烧技术熔制玻璃时,烟气中氮氧化物的含量会大幅度减少,减低了废气处理费用。
2.2.3降低成分挥发
由于不采用常规的马蹄焰窑换向,在一定程度上减少了混合料中的烟尘,通常可以减少25%左右。这种烟尘一般都是超细烟尘,主要是澄清剂、助剂等,挥发性越低,在配制过程中所需的配比就越少,这也是降低成本的一个重要原因。
3全氧燃烧技术适用范围
3.1品质要求高的玻璃
全氧熔炉熔化温度较高,窑内温度梯度更科学,能使玻璃熔化更充分、更透明、更均匀,熔化气氛更容易实现(不管工艺要求的是氧化性或还原性)。例如,常规的电子微晶玻璃(Li-Al)采用常规的空气助燃式熔炉,不但耗能大,而且玻璃的质量也难以保证,尤其是铝和硅含量,更是远远达不到国外的标准,这就造成了我国的产品和国外的产品质量有很大的差距[3]。在2008年,全氧燃烧技术逐渐推广后,不但能源消耗大大减少,而且玻璃物理化学性能也有了显著提高,达到了国际先进水平。目前的情况是:国内部分生产玻璃器皿产品的公司都已改用了全氧燃烧炉,与电子微晶玻璃相似的是玻纤工业,我国大多数公司都采用了全氧燃烧式熔炉或全氧燃烧电炉,而最常用的玻璃烧制技术则是全氧玻璃熔窑法。
3.2NOX处理困难的玻璃
日用玻璃工业在规模、窑型、燃料、玻璃成分、成型方式等各方面都有很大差异,因此,在实施环境保护的过程中,出现了不同的状况。目前,我国在SCR、SNCR等常用的脱硝技术中,采用全氧燃烧技术,彻底杜绝了氮氧化物的进入,这种燃烧方法不仅能降低烟气的排放,而且还能节省大量的脱硝设备和运行成本,图1为玻璃熔窑烟气脱硝工艺流程图。
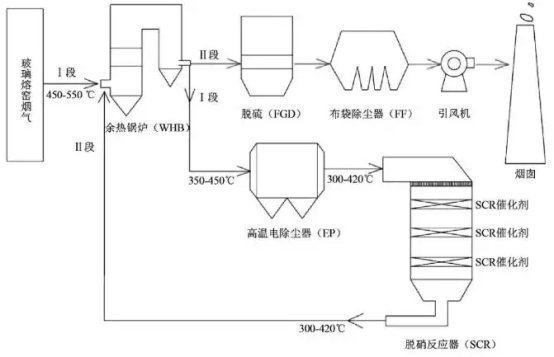
图1 玻璃熔窑烟气脱硝工艺流程图
4全氧燃烧技术在玻璃行业的应用
4.1全氧燃烧玻璃窑炉的形制
4.1.1根据熔制玻璃的加热方式分类
根据熔制玻璃的加热方式,可以将其分成两类:全氧火焰区和热顶区电加热。按照产品的需求,可以选择多支
喷枪。一般地,喷嘴的标定是以燃料的每小时流量为基准,也可以是以动力为基准[4]。由于某些窑炉的产品特点,有些采用了火焰空间全氧和底部电加热,通常称之为热顶型电加热。它的电热效率一般比窑高30%,电极排列可以采用下插和侧插,电极的材质是钼、锡、金、金等。玻璃熔化、澄清、均化的机制不同于单一的火焰空间对玻璃进行加热。
4.1.2根据喷枪的方式分类
按照喷枪的方式,可以分为顶烧和侧烧。目前,国内大部分玻璃窑都是采用顶烧工艺,与常规侧烧工艺相比,应用顶烧工艺,可提高10%的熔化率,节约4%~8%的燃油,进而取得显著的经济效益。由于顶部的烧嘴位于炉顶,它的火焰是直接加热到玻璃的表面,所以它的热效率很高。目前,其主要应用于无碱玻纤窑内,在日用玻璃行业中较为罕见。
4.2玻璃领域中的全氧燃烧技术的设备
4.2.1窑炉控制系统全氧燃烧技术
一般采用工业计算机+PLC(PLC)控制柜,或PLC+PLC+触摸屏,实现对窑内阀门的自动控制,并对窑内的阀门进行安全控制,并对闭环(液位、窑压等)进行必要的控制,对窑内的运行进行了保护,对窑内的运行进行了记录,并进行了相关分析。部分窑炉可根据生产需要选用工业用的高温电视机,用于对窑内燃烧的状况进行监测。
4.2.2消泡设备
消泡技术是近几年兴起的一项新技术,它主要是针对全氧燃烧时的玻璃表面气泡的产生,利用喷雾的消泡剂进行消泡,从而达到稳定生产和节能的目的。全氧与空气助燃窑不同,它在废气中的水蒸气含量高达50%~60%。玻璃对水分的吸水性尤其好,它很容易产生OH-,这样,玻璃溶液的粘度就会下降,因此,更容易产生微小的气泡,而水就会把大量的硫酸变成SO2排放到太空中[5]。特别是在某些全氧炉中使用了芒硝作为澄清剂,由于在高温下,大量二氧化硫泡沫与废气中的水发生反应,形成了硅羟基Si-OH,在邻近的两个Si-OH中,还存在着氢键,同时Si-OH也能对H2O进行吸附。在玻璃的表层,含有大量的硅氧烷,它能有效的吸附大量的氧气、二氧化硫、CO2等气体,同时,大量的SO2泡泡会被阻挡在玻璃的表层,从而产生泡沫。消泡设备是利用消泡枪将消泡剂注入窑内,通过与泡沫表面的反应,减少液膜的表面张力,从而击穿玻璃溶液中的羟基,击穿气泡,使玻璃溶液表面的泡沫消失。采用消泡设备进行消泡剂的喷射,其成本与燃油成本大致相同,但其稳定性将得到显著改善。当出料量越低,成本就越高,这个问题必须综合考虑。
5发展与展望
全氧燃烧因其节能、环保等优点,在国内已越来越多的企业接受,技术发展迅速。技术创新的推动力来自于市场的充分竞争,技术的进步将为社会提供更好的服务。目前,比较流行的技术创新有以下几个。
5.1燃料及氧气预热技术
工业化生产的全面竞争使各个供货商在节能和减少排放方面的工作从来没有中断过。简单来说,利用高温烟气,对即将进入窑内的燃油、氧进行加热,减少能源消耗。目前,已经公开的技术有:林德热化学蓄热室技术等。
5.1.1OptimeltTM热化学蓄热室系统
该系统能将燃油及部分循环后的烟气转化为高温合成气,并能有效地利用尾气中的余热,达到高效率的全氧燃烧。系统通过蓄热室、烟气再循环管道、鼓风机、氧枪以及专用的自动控制设备,将燃料和部分回收的烟气转化为高温合成气,再利用尾气和废热,实现高效的蓄热式纯氧燃烧。
与传统的空气燃烧玻璃窑比较,该系统节约了30%的燃料(重油、天然气等),不但提高了玻璃窑的节能效果,而且还降低了CO2的排放量,既节约了成本,又节约了环境。另外,OptimeltTM系统所需要的容量仅为传统的空气蓄热容器的33%,从而使该生产设备更具紧凑性和灵活性。
5.1.2HEAT-OX热态全氧燃烧法
HEAT-OX热态全氧燃烧技术是利用高温废气中的热量,对即将进入窑内的燃料、氧气进行加热,从而实现节能。目前,这项技术已在我国的实际生产中得到了应用。
5.1.3双燃料热氧燃烧器
这种燃烧器采用了热氧法和燃油弹性法来优化燃油转化(天然气、重油、石油焦油、氢),并且能够适应不同的动力和反应介质的温度。这种技术给客户带来了更多的选择。
5.2烧枪的改造
5.2.1三层枪技术
在圆枪、扁平枪之后,三重式火枪在业界得到了广泛的应用。三重火枪技术是二重式火枪技术的一种改进,它在原有的氧气和燃料混合腔中加入了一个特殊的氧气通道,可以在不同的管道中调节氧气的流动,从而实现一把双枪同时使用。
5.2.2低动能烧枪
低动能烧枪具有更温和的火焰,减轻了配合料山、窑内结构的冲击,对配合料中有效组分的挥发及使用寿命的影响[6]。低动能烧枪比传统的燃烧枪需要更低的系统压力,从而可以减少氧气供给系统的氧气压力。有迹象表明,低动能烧枪因其火焰覆盖范围较广而达到了节能的目的。
5.3新型燃烧方式
经过80多年的发展,玻璃窑炉、耐火材料、控制设备和热源技术的发展,使玻璃底加热技术获得了新的发展。欧洲、美国、乌克兰的科学家们经过长时间的实践证明,底部加热可节省能量、减排、节约成本,而不是常规的熔炉。美国气体技术协会和玻璃厂联盟最近的努力已经使很多玻璃制品的底部加热技术接近商业化。目前,在国家工程中,这种技术已经得到了很好的应用,许多国内科研院所都在积极筹备,期望能早日投入到生产中去。
结束语:随着科技水平以及生产效率的提高,人们的食品安全意识和能源保护意识日益提高,日用玻璃制品的使用范围会越来越广,极大的减少了能源消耗和碳排放,这就要求日用玻璃行技术人员和现场操作人员需要呀全氧燃烧工艺规范进行操作,以提高燃料效率,降低能耗和CO2排放,为用户提供高质量的玻璃产品。
参考文献:
[1]王涛,郭勇,瑞米·奇亚瓦,阎韬,顾玉泉.高效低氮低动能全氧燃烧器在玻璃行业的应用研究[J].玻璃,2022,49(10):13-17.
[2]沈观清,春燕.用于浮法平板玻璃生产的大功率电加热和全氧燃烧综合技术[J].玻璃搪瓷与眼镜,2022,50(04):30-35.
[3]邹轩文,高生明,钟小禹,刘继雄.低压全氧燃烧玻璃窑炉的设计及其玻璃制品生产工艺研究[J].广州化工,2021,49(10):140-142.
[4]郭勇.全氧燃烧技术在玻璃行业的应用与发展[C]//.2020第23届全国玻璃窑炉技术研讨交流会论文汇编.[出版者不详],2020:108-116.
[5]张瑞,程秦川,张健,张军,张文斌.大型全氧玻璃窑炉烤窑过程研究[J].玻璃,2020,47(03):29-36.
[6]刘洋,刘春明,宁建国,罗东晓,邹春.天然气富氧燃烧在玻璃窑炉的经济性分析[J].煤气与热力,2020,40(07):32-34+43-44.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



