(1. 中国航发沈阳发动机研究所 控制系统研究室,沈阳 110015;
2. 中国航发西安动力控制科技有限公司 设计研究所,西安 710077)
摘要:针对某型航空发动机出现的主燃油泵调节器参数限制器故障导致发动机超温超转故障问题,通过工作原理及故障树分析,对故障原因进行了准确定位,并提出了相应的改进措施。经试验验证,改进措施效果良好,从而大幅度降低了主燃油泵调节器参数限制器故障导致发动机超温超转故障发生的概率。
关键词:航空发动机;主燃油泵调节器;参数限制器;占空比电磁阀;执行活门;超温;超转
0 引言
燃油调节系统是航空发动机控制系统的重要组成部分,随着航空发动机控制精度要求的提高,燃油调节系统的性能优劣就显得尤为重要[1]。燃油电磁阀是燃油调节系统中重要的控制元件,通过向燃油电磁阀通入直流电,使其内部电磁铁产生的电磁力推动阀芯运动,从而实现控制发动机燃油管路的通断或换向,燃油电磁阀能否正常工作直接影响发动机的工作和安全[2-4]。
某型航空发动机在中间及以上状态时,主燃油泵调节器S1占空比电磁阀按照综合电子调节器输出的脉冲信号宽度改变计量活门控制压力,从而控制发动机供向主燃烧室的燃油流量。S1占空比电磁阀故障导致供向主燃烧室的燃油流量增加,会造成发动机出现超温、超转故障,给发动机带来安全使用隐患。
本文针对某型航空发动机出现的主燃油泵调节器参数限制器故障导致发动机超温超转故障问题,开展了故障分析研究。应用故障树分析法,定位了可能造成发动机超温超转的故障原因,进而提出了相应的改进措施。通过试验验证,证明改进措施的有效性、合理性。
1 故障现象
发动机使用过程中,曾多次发生由于主燃油泵调节器参数限制器故障导致发动机超温超转故障,给飞机飞行安全造成很大影响。
典型故障信息如下:
外场某飞机左发飞行前暖机后,发动机由慢车状态推至中间状态时报降转信号,查看飞参降转信号共出现3次,分别持续时间为1秒、0.8秒、0.5秒。n1转速最大为105.69%、n2最大为102.7%、T6最大为817℃,地面检查时中间状态S1=86%(正常为42%~58%)。
外场某飞机右发油门杆由慢车状态推至中间状态时出现n1、n2、T6超出限制值的故障,并报2秒降转信号,中间状态时n1=100%、n2=105.8%、T6=817℃,地面检查时中间状态S1=70%(正常为42%~58%)。
2 故障原因分析
2.1 参数限制器工作原理
主燃油泵调节器参数限制器由综合电子调节器的执行机构和选择活门等部件组成,根据综合电子调节器的占空比信号控制燃油流量,主燃油泵调节器参数限制器原理图见图1。
综合电子调节器的执行机构由占空比电磁阀、执行活门等部件组成;选择活门是机械液压控制与综合电子调节器控制之间的转换机构。
节流状态时,由于执行活门回油路未打开,选择活门下端的油压力和弹簧力的合力大于上端的油压力,选择活门处于最上端位置,发动机的转速由机械液压转速控制器控制,转速控制器由离心飞重、摆锤活门等组成;中间及以上状态时,执行活门回油孔打开,选择活门下端油压力下降,活门下移,使随动活塞上腔通转速控制器摆锤活门的油路切断,发动机的状态由综合电子调节器控制。

P34-S1占空比调整螺钉;1-执行活门;2、3-油嘴;4-燃油电磁阀RDF-29;5-选择活门
图1 主燃油泵调节器参数限制器原理图
2.2 故障树分析
依据主燃油泵调节器参数限制器的工作原理及结构,建立主燃油泵调节器参数限制器故障树,如图2所示。
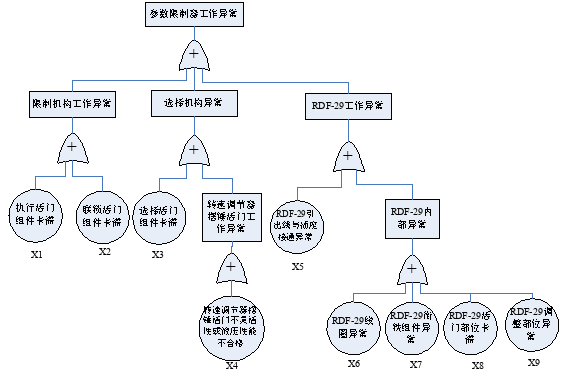
图2 主燃油泵调节器参数限制器工作异常故障树
由故障树可知,引起主燃油泵调节器参数限制器工作异常的原因主要有三部分:一是限制机构工作异常;二是选择机构工作异常;三是S1占空比电磁阀RDF-29工作异常。对所有底事件进行逐一排查,排查结果及分析见表1。
表1 故障树底事件排查表
序号 | 故障影响因素 | 影响分析 | 排查情况 |
X1 | 执行活门组件卡滞 | 执行活门的位置由S1占空比控制。当发动机状态由综合电子调节器控制时,综合电子调节器按照发动机状态给燃油电磁阀一定的占空比值,改变执行活门的位置,进而改变PM压力,控制燃油流量,最终实现对发动机状态的控制。 若执行活门组件运动不灵活或卡滞,则无法将占空比信号转化为燃油流量的变化,导致发动机状态与控制计划出现偏差,甚至出现超温、超转等现象。 | 执行活门衬套左边与壳体接触并止靠,右边由P34调整钉座压紧,因此衬套所受的力取决于P34调整钉座的拧紧力矩。 由于P34调整钉外场可进行调整,调整钉帽盖为六方结构,需要使用工具拧紧,如果拧紧帽盖时用力过大,会带动调整钉座旋转压紧衬套,也可能使衬套变形,引起活门组件卡滞。 此影响因素不能排除。 |
X2 | 联锁活门组件卡滞 | 当n2≥(83±2)%时,联锁活门打开参数限制器执行活门下腔的回油路,综合电子调节器如果此时发出占空比信号,可通过执行活门控制发动机状态。 若联锁活门组件卡滞,则可能使发动机在中间及以上状态时,综合电子调节器无法控制发动机状态,始终由机械液压控制发动机状态。 | 对活门组件的设计进行复查,无缺陷,不会导致卡滞。 抽取不同批次的零件进行复查,并对控制边进行检查,均合格。 联锁活门在工作中随转速传感器的杠杆的移动而运动,不会导致活门组件变形。 此影响因素可排除。 |
X3 | 选择活门组件卡滞 | 选择活门是机械液压控制与综合电子调节器控制之间的转换机构。若选择活门组件运动不灵活或卡滞,则无法实现转换。若卡滞在机械液压控制状态,则在中间状态及加力状态时,综合电子调节器无法参与发动机状态的控制。 | 对活门组件的设计进行复查,无缺陷,不会导致卡滞。 抽取不同批次的零件进行复查,并对控制边进行检查,均合格。 选择活门组件使用中无需调整,且在工作中无导致活门组件卡滞的外力。 此影响因素可排除。 |
X4 | 转速调节器摆锤活门不灵活或液压性能不合格 | 转速调节器的功能是在节流状态、中间状态或加力状态,当综合电子调节器失效改由机械液压控制时,根据给定的转速调节规律,自动保持给定的转速。 在中间状态和加力状态,转速调节器退出工作,由综合电子调节器控制发动机状态,此时转速调节器的摆锤活门处于平衡位置偏开的位置,若此时转速调节器的摆锤活门卡滞在偏关的位置,则可能会使选择活门无法转换,导致无法转换到综合电子调节器控制发动机状态。 | 目前尚未发生过转速调节器的摆锤活门卡滞故障。 此影响因素可排除。 |
X5 | RDF-29引出线与插座接通异常 | 综合电子调节器控制发动机状态时,若RDF-29引出线与插座接通异常,使综合电子调节器的占空比信号无法传递到RDF-29,导致发动机状态与控制计划出现偏差,甚至出现超温、超转等现象。 | 将引起发动机超温、超转故障的RDF-29返承制单位进行检查,未发现RDF-29引出线与插座接通异常。 此影响因素可排除。 |
X6 | RDF-29线圈异常 | 线圈异常一般有两种故障模式:短路和断路。短路和断路均会引起通电时衔铁不动作,可能造成发动机超温、超转等现象。 | RDF-29曾多次发生断路故障,尚未发生过短路故障。 此影响因素不能排除。 |
X7 | RDF-29衔铁组件异常 | RDF-29衔铁组件异常故障模式一般为衔铁卡滞及衔铁组件损坏等。由于电磁阀的衔铁与壳体组件的配合间隙很小,工作时衔铁高速往复运动,若间隙部位有异物,可能会导致衔铁卡滞;同时衔铁长期高速撞击容易导致根部墩粗而引起衔铁损坏;或者衔铁长期高速撞击导致焊接部位异常。RDF-29衔铁卡滞或损坏可能造成发动机超温、超转等现象。 | RDF-29曾多次发生衔铁卡滞或损坏故障。 此影响因素不能排除。 |
X8 | RDF-29活门部位卡滞 | 电磁阀工作时,衔铁高速往复运动,带动活门随其往复运动;电磁阀不通电时,在弹簧力的作用下,活门压在活门座上,从而切断油路。活门与活门座组成一个喷嘴挡板活门组件,若喷嘴挡板活门组件密封端面有异常,会导致RDF-29供油特性变化,可能造成发动机超温、超转等现象。 | 目前尚未发生过RDF-29活门部位卡滞故障。 此影响因素可排除。 |
X9 | RDF-29调整部位异常 | RDF-29电磁阀衔铁右端有螺钉,该螺钉在电磁阀调试时可调整,其功能是调整起动电流和释放电流的大小,起动电流和释放电流与电磁阀流量特性相关。 若螺钉螺纹损坏,则螺纹间隙增大,螺钉与衔铁之间的间隙增大,引起起动电流和释放电流增大,导致工作流量呈减小趋势,可能会超出设计要求,从而可能造成发动机超温、超转等现象。 | RDF-29曾多次发生螺钉螺纹损伤问题。 此影响因素不能排除。 |
通过以上排查分析可知,可能引起主燃油泵调节器参数限制器异常的原因有:
1)外场调整P34调整钉时可能导致执行活门衬套异常受力,引起执行活门组件卡滞;
2)RDF-29线圈断路;
3)RDF-29衔铁卡滞或损坏;
4)RDF-29螺钉螺纹损伤。
3 改进措施
3.1 执行活门衬套异常受力改进
由执行活门组件及调整钉的结构可知,外场在调整P34调整钉时,可能带动调整钉座拧紧导致衬套变形卡滞,同时在拧紧调整钉帽盖时,也可能导致衬套异常受力变形而引起卡滞。
因此,需要制定措施来防止衬套异常受力,改进措施如下:
1)P34调整钉座增加防紧措施,防止衬套异常受力引起卡滞;
2)调整钉帽盖上六方结构改为网纹结构,防止拧紧帽盖时用力过大而带动调整钉座旋转压紧衬套,使衬套变形引起卡滞。
3.2 RDF-29电磁阀异常改进
3.2.1 RDF-29电磁阀线圈断路改进
RDF-29发生断路故障主要有四种故障模式:
a)线圈漆包线某处折断;
b)线圈引出线某处折断;
c)线圈漆包线和引出线焊接处不牢固脱开,线圈断路;
d)线圈漆包线和引出线焊点处绝缘漆未清理干净,线圈接触不良,出现断路。
针对RDF-29线圈断路问题,提出以下改进措施:
1)漆包线与引出线焊接前,用80#细纱布沿漆包线轴向多方向打掉漆皮,但不允许旋转,用5倍放大镜检查漆包线焊接部分表面的绝缘漆是否清理干净;
2)线圈在焊接后反缠绕前检查导通情况;
3)按漆包线丝径大小,将焊接过程分为三种情况:漆包线丝径<Φ0.12mm的先缠绕后焊接;Φ0.12mm≤漆包线丝径<Φ0.3mm的先焊接后缠绕;漆包线丝径≥Φ0.3mm的对拧后焊接;
4)对线圈引出线、漆包线焊接前准备、捻开、缠绕、拧合、焊接等操作过程制作流程图片。
3.2.2 RDF-29电磁阀衔铁卡滞或损坏改进
RDF-29电磁阀的衔铁是高速往复运动部件,衔铁与壳体组件的配合间隙很小,衔铁与配合部位的质量对衔铁工作的可靠性有较大影响。根据故障分析情况,提出以下改进措施:
1)衔铁表面镀镍后再镀铬以提高衔铁耐磨性;
2)衔铁通油槽加深、槽边倒圆以提高衔铁运动灵活性;
3)改进衔铁去毛刺方法和检测方法,提高产品质量;
4)对衔铁组件的收口方法进行改进,将衔铁组件用装配工装收口改为车工收口,提高衔铁运动的灵活性。
3.2.3 RDF-29电磁阀螺钉螺纹损伤改进
由RDF-29电磁阀的结构可知,螺钉螺纹损伤可能是螺纹自身异常导致,也可能是螺钉受异常外力所致。根据故障分析情况,提出以下改进措施:
1)明确拧紧螺钉时螺丝刀的型号,同时要求该螺丝刀为微型螺丝刀,适用各种精密仪器、设备的修理、维护,可有效防止调节螺钉向里拧紧时因拧紧力过大造成螺纹损坏;
2)完善《真空电子束焊接通用规范》,修改要求为“在零件焊接前,应用金相砂纸(不允许使用其它砂纸或砂布)对零件焊接表面进行抛光处理,然后用毛刷、酒精对零件进行清洗,确保焊接处无污物和氧化层,清洗后应在1小时内完成焊接,否则应采取保护措施或重新清理,防止焊接零件发生氧化”。
4 试验验证
4.1 电磁阀试验
落实线圈断路、衔铁卡滞或损坏、螺钉螺纹损伤改进措施的RDF-29电磁阀按试验规范工作100小时,产品工作正常。试验后对电磁阀进行外观检查、电气检查、功能性能检查,产品未发现异常。
4.2 主燃油泵调节器试验
落实执行活门及RDF-29电磁阀改进措施的主燃油泵调节器进行200小时寿命试验,产品工作正常。试验后对主燃油泵调节器进行分解检查,产品未发现异常。
4.3 随发动机考核试验
落实改进措施的主燃油泵调节器随发动机完成500小时长试考核,产品工作正常。长试后对主燃油泵调节器进行分解检查,产品未发现异常。
5 结论
围绕主燃油泵调节器参数限制器故障导致发动机超温超转故障的问题,通过工作原理及故障树分析,得出主燃油泵调节器参数限制器故障引起发动机超温超转的原因可能为:外场调整P34调整钉时可能导致执行活门衬套异常受力,引起执行活门组件卡滞;RDF-29电磁阀线圈断路;RDF-29电磁阀衔铁卡滞或损坏;RDF-29电磁阀螺钉螺纹损伤。进而提出结构设计改进、增加防紧措施、提高RDF-29电磁阀产品质量等改进措施,以消除主燃油泵调节器参数限制器故障,从而达到防止发动机发生超温超转故障的目的。经试验验证,改进措施有效、合理。
目前,该研究成果已广泛应用于系列发动机上,发动机同类故障发生概率大幅度减小。
参考文献:
[1]王磊.航空发动机燃调系统故障诊断.上海交通大学工学硕士专业学位论文,2012.
[2]张玉龙,郑莹,熊华,麻立晶.发动机燃油电磁阀短路原因分析[J].失效分析与预防,2015(3):177-180.
[3]蔡伟,郑贤林,张志利,等.液压电磁阀故障机理分析与瞬态特性仿真[J].仪器仪表学报,2011,32(12):2726-2733.
[4]李建国.某潜器沉浮系统电磁阀故障分析[J].舰船科学技术,2012,34(10):106-108.
基金项目:国家自然科学基金(61890925)
作者简介:周萌(1987—),女,工程师,硕士,主要从事航空发动机控制系统设计研究。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



