中车戚墅堰机车有限公司 江苏省 常州市 213000
摘要:QB-2型单元制动器是由中车戚墅堰机车有限公司自行开发研制的采用踏面制动方式,以不自锁螺纹松紧机构为原理的自动调节闸瓦间隙的新型单元制动器。在机务段多年长期运用下,发现调隙挡松动问题,通过优化改进方案来化解其松动现象。
关键词:单元制动器;松动;调隙挡
1、QB-2型单元制动器介绍
机车基础制动装置是机车制动系统的重要组成部分,是满足机车紧急制动距离要求及确保机车行车安全的重要装置,为满足客运内燃机车在平直道上以160Km/h的速度运行时,列车紧急制动距离不大于1400m,单机紧急制动距离不大于1600m的设计要求,DF11型客运内燃机车的基础制动装置QB-2型单元制动器是由中车戚墅堰机车有限公司自行开发研制的,采用踏面制动方式,以不自锁螺纹松紧机构为原理的自动调节闸瓦间隙的新型单元制动器,每个瓦托上装用二块小闸瓦。这种单元制动器能够安全可靠地实现闸瓦间隙的自动调整。具有结构先进、作用准确、重量轻、安装方便等优点。
2、QB-2型单元制动器作用原理简介
众所周知,内燃机车制动是利用轮缘踏面和闸瓦间隙产生机械摩擦,将机车动能转化为热能,以达到使机车减速或停车的目的。随着轮缘踏面和闸瓦磨耗增加,闸瓦间隙越来越大,如果不进行调整,则会延长上闸时间,使制动距离延长,甚至会使整个机车不能制动。因此,在单元制动器中要设有闸瓦间隙调整机构。闸瓦间隙自动调整机构是用来保证闸瓦与轮缘踏面之间的间隙保持稳定值。DF11型客运内燃机车上的QB-2型单元制动器的闸瓦间隙自动调整机构是利用不自锁螺纹结构来实现闸瓦间隙调整的,机车每制动缓解一次,轮缘踏面与闸瓦之间的间隙最小可达4mm,作用很可靠。
3、调隙挡松动问题
据个别机务段以及机车乘务员反映,单元制动器在段检修时发现导向螺母套与调隙挡之间有不同程度的松动现象。根据这一情况本人到车间班组实地调研。
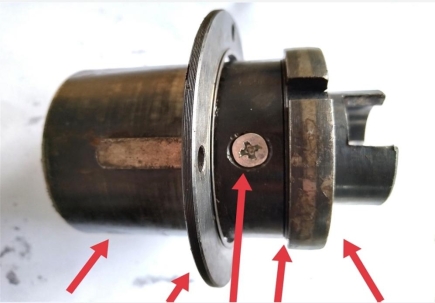
从单元制动器组装图纸和作用原理来看,导向螺母套与调隙挡(见图)这两者本应该是紧固状态,再加上有十字螺栓加固,理论上是不应该松动的。据做手也反映在大修机车,特别是多次厂修后,拆解时导向螺母套与调隙挡之间的确有不同程度的松动,且十字螺栓也有松动外逃现象,甚至有十字螺栓切断情况。
导向螺母套 压圈 十字螺栓 垫圈调隙挡 |
导向螺母套与调隙挡组装件
在大修组装时,做手在连接紧固导向螺母套与调隙挡时,安装十字螺栓对准调隙挡原有螺孔紧固后,导向螺母套与调隙挡之间基本上都还有10°左右松动,有的还对不上原有的螺孔,需重新上钻床钻孔和攻丝,再拧紧十字螺栓加固导向螺母套与调隙挡,有的几次大修下来会发现调隙挡上会有多个螺纹孔。
早在多年前也发现导向螺母套与调隙挡的松动问题,为此特意在两者之间加装了单爪垫圈,组装时单爪止住导向螺母套,为了防止导向螺母套与调隙挡的松动。但从目前实际情况来看,并没有从根本上解决调隙挡松动问题。更有意思的是,从大修拆解时发现本应该安装单爪垫圈的,却有好多没有安装,可能在某机务段检修或某厂大修时,觉得单爪垫圈止动无用就没有安装单爪垫圈。调隙挡松动直接影响到单元制动器闸瓦间隙的大小,如果调隙挡完全脱松,那就意味着该单元制动器失去制动和缓解的作用,这将是重大的质量隐患,走行部无小事。
4、调隙挡松动原因
单元制动器上的闸瓦磨损到一定限度是要更换的,而更换闸瓦是要通过用42#大扳手顺时针旋转挡套,挡套与调隙挡相连,挡套会带动调隙挡,调隙挡再带动导向螺母套,导向螺母套通过平键带动调整套等间隙调整机构关键运动件,迫使螺杆往后移动,此操作就是人为的大导程缓解作业。螺杆往后移动使得闸瓦托也往后移动,这就给闸瓦留出了更换空间,方便机车乘务人员更换闸瓦。
更换闸瓦时是需要通过用42#的大扳手顺时针旋转挡套的,而挡套与调隙挡相连,因为调隙挡与导向螺母套之间是通过左旋螺纹方式紧固连接的,调隙挡相对于导向螺母套是往松动方向旋转的,要利用42#大扳手意味着这个作用力扭力值不小,闸瓦更换完后需复位,用42#大扳手逆时针旋转挡套使闸瓦往前移动贴近轮缘踏面,这时调隙挡相对于导向螺母套是往紧固方向旋转,机车更换闸瓦是件较为频繁的作业事项,这一紧一松作业,调隙挡与导向螺母套之间的左旋螺纹的螺纹齿口相互摩擦损耗,造成了机车检修大修时导向螺母套与调隙挡这两者间产生的松动,十字螺栓松动外逃、切断的情况。
5、优化改进方案
前面已讲到,在导向螺母套与调隙挡之间有一个单爪垫圈,组装时单爪止住导向螺母套,但从目前实际情况来看,该垫圈并未发挥止住导向螺母套与调隙挡之间松动。在不改变即有单元制动器其它各零部件的情况下,只是单单对单爪垫圈进行优化改进,选择在GB858Φ64多爪止动垫圈的基础上进行加工,使其内外径和单爪与原有单爪垫圈尺寸一致,该多爪止动垫圈爪的宽度与调隙挡即有槽口宽度刚好一致,恰好利用调隙挡即有槽口。
在导向螺母套与调隙挡组装时,优化改进加工的垫圈单爪止住导向螺母套,这一工序作业不变,在导向螺母套与调隙挡螺纹紧固后,优化改进加工的多爪止动垫圈,选其一个爪对准调隙挡槽口弯折,以此止住调隙挡。优化改进后的垫圈暂且称之为“多爪止动垫圈”,一头止住导向螺母套,另一头止住调隙挡,相互制约作用,以此来化解导向螺母套与调隙挡之间松动现象。
选一只单元制动器上的导向螺母套与调隙挡组合件,按优化改进方案组装紧固好,不安装十字螺栓,上单元制动器试验台,做疲劳反复性试验。疲劳反复性试验中还进行反复几十次的用42#大扳手人为的大导程作业,然后采集单元制动器相关试验数据,所有试验数据均符合技术要求。试验完后进行了拆解,导向螺母套与调隙挡之间毫无松动迹象,“多爪止动垫圈”完好如初,达到了预期效果。
6、结语
通过组装、测试、拆解,达到了预期的效果。可以根本性解决导向螺母套与调隙挡之间的松动现象,以此确保单元制动器作用的可靠性;组装时做手不需要再安装十字螺栓,更不需要重新钻孔和攻丝,减少作业工作量;导向螺母套也不再需要钻孔,减少作业工作量。使其单元制动器更加的可靠,稳定、安全。
参考文献:
[1] 曹兴贵 . 东风11型机车单元制动器 . 内燃机车275期
[2] 戚墅堰机车车辆工厂 . 东风8B内燃机车 . 中国铁道出版社1999
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号