中石化工程质量监测有限公司,山东 青岛 266011
摘要:随着石油化工行业的快速发展,对各种常压储罐的应用越来越多。在实践中,常压储罐大多被用来储备各种危险化学品。这一情况下,也对常压储罐的整体性能提出了较高的要求。常压储罐的泄露原因十分复杂,可供应用的检测方法也有多种不同的类型。其中,漏磁检测是一种较为重要检测底板缺陷的检测方法。在本文的研究中,对常压储罐检测技术进行简要的介绍,进而结合实际情况,详细分析常压储罐检测中漏磁检测的具体应用情况。在研究中基于漏磁检测技术,分析常压储罐检测相关问题,为实践中常压储罐的检测提供一定的参考和借鉴。
关键词:常压储罐;检测技术;漏磁检测
引言
在石油化工等领域的生产过程中,在对各种化学品进行保存的时候,经常会选择使用一定的常压储罐。但是,常压储罐容易出现泄露,导致各种安全事故的发生。为此,在应用常压储罐的过程中,还需要增强风险意识和安全意识,并积极的做好相应的检测工作,保证其安全运行,保障人民群众的生命财产安全。
1.常压储罐检测技术概述
在实际应用过程中,受到多种因素的影响,可能会导致常压储罐出现一定的泄露问题,例如,焊缝应力开裂以及常压储罐底板土壤腐蚀、底板介质腐蚀等均可能会导致储罐出现泄露。为此,做好常压储罐的检测至关重要。大型油品储罐主要存在火灾爆炸和油品泄漏两大风险,要实现储罐风险的可预、可评、可防、可控,需着力解决及时消除点火源、罐底腐蚀和罐体变形监测预警等重大技术难题。目前,在具体的检测过程中,可供应用的检测方法有多种不同的类型,例如常规检测、抽真空、漏磁检测等。其中,漏磁检测是一种十分重要的检测方法。常规检测时往往只能做一些外观检查、测厚和表面检测、超声波检测,储罐在运行过程中产生的一些腐蚀等缺陷难以被及时发现,事故隐患不能被很好地预报、评估和处理,严重威胁着石化企业的安全生产工作。
漏磁检测是通过检测被磁化的金属表面溢出的磁通量来判断缺陷的检测技术,被用于开罐后对储罐部分中幅板和边缘板进行罐内高频蚀状况检测[1]。漏磁检测法主要检测裂纹、锈蚀等局部缺陷,其基本原理是:利用磁源对被测材料局部磁化,如材料表面存在裂纹或坑点等缺陷,则局部区域的磁导率降低、磁阻增加,磁化场将部分从此区域外泄,从而形成可被探头检测的漏磁信号。漏磁检测原理如图1所示。
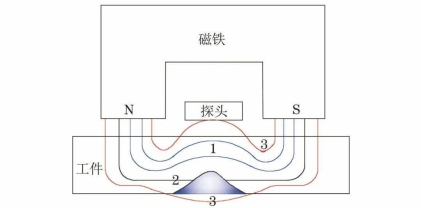
图注:1-磁力线;2-缺陷;3-漏磁场。
图1 漏磁检测技术原理示意图
漏磁检测系统的扫查器由励磁装置和漏磁检测装置两部分组成。励磁磁源采用永磁磁化方式,励磁装置将储罐底板磁化至一定的磁场强度,通常采用稀土永磁作为励磁的磁源。漏磁检测装置探测缺陷产生的扩散漏磁场,基于霍尔效应的霍尔元件在检测这类磁场时性能优越,因此采用霍尔元件[2]。
2基于漏磁检测的常压储罐检测
2.1检测对象漏磁检测结果
此次研究中,以某常压储罐为检测对象,对其实施漏磁检测,该常压储罐的基本情况如表1所示:
表1 某常压储罐基本情况
序号 | 项目 | 内容 |
1 | 储罐名称 | 原油储罐 |
2 | 储罐类型 | 单盘浮顶罐 |
3 | 介质(设计/储存) | 原油 |
4 | 设计容积(m³) | 100000 |
5 | 设计内径*高度(m) | 80×21.8 |
6 | 阴极保护方式 | 牺牲阳极 |
7 | 操作温度(℃) | 常温 |
8 | 操作压力(MPa) | 常压 |
9 | 设计压力(MPa) | 常压 |
在开展检测之前,对需要检测的储罐进行置换清洗。清洗完成后开罐对储罐的内部进行检查,如果存在油品物料,要对其进行彻底的排空。彻底排空后,对罐内进行全面彻底的清洗。清洗时注意应用特制的清洁工具,并联合使用高压水枪等设备,对储罐的底板实施喷射清洗。对于清洗后产生的污水,通过特定的排污口排出储罐。在需要检测的储罐附近,设置醒目的防火防爆等安全标志。另外,严格控制清洗标准。储罐底板在清洗后需要达到的表面要求:储罐底板的表面不能有油污、油迹等液体存在,以免影响工作人员的操作。同时,确保无锈迹、污垢等固体物质,尽量避免伪缺陷的形成。
储罐根据要求100%底板漏磁检测(浮仓顶柱底板覆盖区域、加热盘管支架覆盖区域除、扫查盲区除外),使用西红柿科技漏磁扫查器TMS-08T对底板进行扫查,边缘板厚度20mm,共40块,中幅板厚度12mm,共152块,总扫查面积5024㎡,扫查前进行缺陷试板校准,未发现底板严重缺陷(未扫查区域及底板焊缝除外)。
2.2焊缝检测
2.2.1检测依据
此次研究中参照的依据为《承压设备无损检测》NB/T47013-2015、《立式圆筒形钢制焊接储罐施工规范》GB50128-2014等。
2.2.2焊缝检测
在具体的检测过程中,针对该储罐合计超声检测65.17米,磁粉检测1621.31米。
表2 某常压储罐焊缝检测明细
序号 | 检测部位 | 检测总数(m) | 一次合格率(%) |
1 | 第一、二、三圈壁板纵焊缝 | 15.37 | 100 |
2 | 第一、二、三圈壁板T字焊缝 | 49.8 | 100 |
3 | 罐底板与壁板(外大角焊缝) | 251.4 | 100 |
4 | 罐底板与壁板(内大角焊缝) | 251.2 | 100 |
5 | 罐底中幅板“T”型焊缝 | 210 | 100 |
6 | 单盘板“T”型焊缝 | 398.4 | 100 |
7 | 浮舱底板与单盘板焊缝 | 217.3 | 100 |
8 | 罐底圈壁板接管内侧焊缝 | 24.6 | 100 |
9 | 浮舱底板与单盘板连接丁字缝 | 72.18 | 100 |
2.2.3罐底板焊缝抽真空检测
上述检测未覆盖底板所有焊缝,为彻底避免底板的细小缺陷无法及时发现,对底板全部焊缝增加抽真空检测,发现细小穿孔两处,直径分别为1mm/2mm,详见附图2、图3。

图2 罐底腐蚀穿孔(D62/63φ2.0mm)
图3 罐底腐蚀穿孔(D119/120φ1.0mm)
3总结
总之,在对各种常压储罐进行检测的过程中,漏磁检测技术具有良好的应用效果。虽然该检测方法在无损检测领域中的应用不如磁粉、渗透、超声等常规检测方法广泛,但漏磁检测技术已在常压储罐罐底板检测方面已取得了重大的成果,大大提高了检测效率,在具体的检测中,工作人员应严格按照操作规程进行。只有保证罐底板达到作业要求,选择合适的仪器参数,确定正确的扫查方法,进行严谨的数据分析才能得到准确的检测结果。
【参考文献】
[1] 杨志军,孙晗,曹怀情,等. 储罐底板缺陷补焊维修后的漏磁场特征研究[J]. 压力容器,2021,38(12):77-83.
[2] 陈立志,艾景奇,董京龙,等. 常压储罐底板泄漏检测技术[J]. 中国特种设备安全,2021,37(5):56-60.
[3] 杜家超,刘彪,都亮,等. 立式圆筒形常压储罐泄漏检测与维修策略研究[J]. 石油化工设备,2020,49(2):23-26.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



