1.中国航发沈阳黎明航空发动机有限责任公司保卫安全部;2. 中国航发沈阳黎明航空发动机有限责任公司导管喷嘴加工厂
摘要:钎焊技术已被广泛应用在管路制造中,但因零件结构限制,大部分零件仍采用手工火焰钎焊。火焰钎焊手工操作时加热温度难掌握,容易造成组织缺陷,因此要求操作者有较高的技术和一定经验;另外,火焰钎焊时零件受热面积大,基体材料产生应力和变形。钎焊需使用钎剂,焊后要除钎剂且较困难,加工效率低,制造加工周期长。与火焰钎焊对比,感应钎焊在焊接过程中采用氩气保护,对焊缝及热影响区的保护效果要优于火焰钎焊,且加热均匀,减小焊缝的热影响区和晶粒长大的趋势,焊接变形量小。通过试验确定工艺参数后,在设备正常工作的条件下,焊接质量相对稳定,可连续获得优质焊缝,极大地提高了管路的钎焊质量。
关键词:感应钎焊 加热均匀 感应线圈 焊接变形
0 引 言
感应钎焊是依靠工件在交变的磁场中,产生感应电流的电阻热来加热的钎焊方法。由于热量由工件本身产生,加热均匀,工件表面氧化少,也可避免人为操作失误对焊缝质量带来的不利影响。但因管路接头结构限制,如马鞍型接头、弯管接头、三通接头、三角法兰盘等零件还存在一定的难度,部分管路还无法实现高频感应钎焊。因此需改进设备应用条件、匹配合适电源、优化接头零件结构及优化感应线圈结构,实现不同结构接头管路的感应钎焊应用。进而缩短管路的制造周期,提高生产效率。减少了手工钎焊人为添丝的因素影响,同时省略了除焊剂、腐蚀等辅助处理工序,通过技术提升扩大其工程化应用范围。
1 存在问题
因管路中接头结构形式众多、数量较大,存在焊接处壁厚差较大,钎焊时受热不均造成接头主体裂纹问题;对于除直通之外的弯头、三通接头、三角法兰盘等零件玻璃管方式无法通氩气保护问题;现有高频感应设备因集肤现象无法完成大壁厚零件钎焊问题;现有感应线圈无法适应不同结构尺寸的感应钎焊问题,导致绝大部分管路仍采用低效的手工火焰钎焊。
针对以上问题,项目组对不能实现感应钎焊的影响因素进行分析及工艺试验,制定改进措施如下:
1.1零件结构尺寸改进
梳理弯头、三通接头、三角法兰盘等零件钎焊配合处尺寸是否满足钎焊等壁厚的焊接条件,与设计进行设计协同,加长钎焊配合处尺寸,使其在钎焊过程中受热均匀。
1.2 感应线圈结构优化
感应线圈是钎焊时的关键加热元器件,大管径管路实现感应钎焊需要大直径的高频感应线圈,而各种工艺参数直接受高频感应线圈结构形式的影响。感应线圈加热时温度是否均匀直接关系到零件焊接变形量的大小,感应线圈匝数、合理的直径值是影响焊缝质量的直接因素。因此设计制造了双匝感应线圈代替原单匝感应线圈,双匝感应线圈使接头的温度场更均衡,基本消除了由于温度差引起的焊接变形,使接头特别是锥面焊接变形得到有效的控制。通过调整双匝感应线圈有效厚度覆盖钎焊区域,不需原来操作时的上下滑动感应线圈和转动工件来加热钎焊区域,同时也避免了单匝感应线圈在圆周上加热不均的缺点,在焊接质量和焊接变形上明显改善。新感应线圈加热效率更高、耗能更少,避免了原感应器加热长导致钎焊过度氧化问题,同时采用负载更强、加热温度场更均匀的铜方管进行制造,提高了感应线圈的结构强度,可显著提高感应线圈的使用寿命和耐用性。同时针对弯头、三通接头、三角法兰盘及马鞍等零件结构形式设计仿形感应线圈,适合各类零件的感应钎焊。
1.3 氩气保护装置的研制
1.3.1 氩气保护装置结构优化
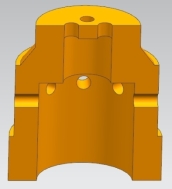
为保证钎焊质量,根据不同零件的尺寸结构,结合设备实际情况和氩气保护要求,购置直径及长度不等的氩气保护玻璃管。设计专用通氩气工装,每组工装的锥面与相应的接头锥面相配,通过导热降低焊接时接头温度,保持接头的强度提高抗变形能力。顶端和侧面各有小孔,氩气分别保护焊道的正面和反面,通氩气的同时能够带走工装的热量,起到部分降温的作用。工装效果图如下所示,右图为剖视图。

1.3.2 惰性气氛感应钎焊
引进惰性气氛感应钎焊装置,其将提供一个无水无氧的操作环境,系统内的水氧含量将小于1ppm。可在该系统环境内完成金属(不锈钢、高温合金)管路的焊接和封装工作,有效保护焊接部位不受水和氧的干扰,有效提高焊接质量。同时采用频率、负载自动匹配的高频感应钎焊机,实现焊接温度控制、焊接工艺程序化,提高焊接工艺的稳定性、提高焊接质量。感应电流的强度与交变磁场,也就是感应回路中交流电的频率成正比,频率高,感应电流大,加热速率大。但是频率越高,交流电的集肤效应越明显,加热的厚度越薄,焊件内部只能依靠表面层向内部热传导来加热,加热不均匀的程度增大。因此,选用过高的交流频率并不是有利的。对于一般钎焊工作而言,100 ~500KHz频率的电源用于焊接比较适宜。
4、结束语
通过以上工艺改进措施,消除了单匝感应线圈 “热缺口”的温度场不均匀引起的接头变形问题,优化焊接工装、调整焊接间隙及焊前清理等工艺改进,提高了焊接质量、焊缝均匀性及生产效率。实现了弯头等不同结构管路高频钎焊的工程化应用。减少了人为因素影响,降低了工人劳动强度。
参考文献:
[1]结构件制造技术/《透平机械现代制造技术丛书》编委会-北京:科学出版社.
[2]气体保护焊工艺基础,机械工业出版社,殷树言.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



