新疆中泰化学阜康能源有限公司 新疆 乌鲁木齐 830009
【摘 要】简述在电石法乙炔生产过程中,需要将电石加入水中,经过剧烈的放热反应生产粗乙炔,反应水中温度在55-85℃之间,反应完毕后产物为氢氧化钙悬浊液,因乙炔气在0-100℃之间随温度升高乙炔气溶解度成反比,在不断加水过程中,余热及多余的废浆液由发生器溢流装置溢流进入浓浆池的过程,在此过程中,为避免电石浆液中溶解乙炔浪费和产生安全隐患,故设置一套负压解析回收乙炔气的装置,运行原理为真空泵负压回收原理,正常操作时的工艺条件及安全注意事项和安全知识,主要针对装置运行过程中出现的问题进行分析。
【关键词】电石浆液;真空度;回收塔;闪蒸;水环真空泵
Discussion on Process Improvement of Precipitation of Calcium Carbide Waste in 800000 ton Wet Calcium Carbide PVC Production Plant
MaDongHuai
[Pick To] In the production process of acetylene using calcium carbide method, it is necessary to add calcium carbide to water and undergo intense exothermic reaction to produce coarse acetylene. The temperature of the reaction water is between 55 and 85 ℃. After the reaction is completed, the product is calcium hydroxide suspension. As the solubility of acetylene gas increases inversely with the temperature between 0 and 100 ℃, during the continuous water addition process, waste heat and excess waste slurry overflow from the generator overflow device into the concentrated slurry tank, In this process, in order to avoid the waste of dissolved acetylene and safety hazards in the calcium carbide slurry, a negative pressure analysis and recovery device for acetylene gas is set up. The operating principle is the negative pressure recovery principle of the vacuum pump, and the process conditions, safety precautions, and safety knowledge during normal operation are analyzed. The main focus is on the problems that occur during the operation of the device.
1现状分析
现阶段渣浆乙炔回收担负着阜康能源年产90万吨PVC渣浆液乙炔气的回收任务,目前运行效果较好,渣浆回收的正常运行不仅节约了企业成本,同时也减轻了化工企业生产污水和废气对环境的影响。本文主要目的是通过对渣浆液乙炔气回收装置的运行原理、操作、工艺设计、设备选型进行介绍,结合生产过程中出现的问题,总结,并改进设备,以使生产工艺更加合理,保证安全生产,使企业获得更高的经济效益。
1工艺流程
1.1生产原理
乙炔回收塔通过水环真空泵抽真空,使其操作压力控制在为-10.0~-80.0KPa,通过真空解析的方法使溶解在稀渣浆液中的乙炔气通过闪蒸从稀渣浆液中挥发出来,并经过自然空气冷却器喷淋水挥发吸热使其降温后回收至乙炔气柜。
稀渣浆液来自乙炔发生器,由渣浆液输送泵送至乙炔回收塔的顶部,乙炔回收塔通过水环真空泵使其操作压力控制在为-10.0~-80.0KPa,溶解在稀渣浆的乙炔气通过闪蒸从稀渣浆中挥发出来,同时部分水蒸气在真空条件下也挥发出来,含饱和水蒸气的乙炔气经由乙炔回收塔塔顶部排出,温度约为60℃,经乙炔空气冷却器冷却到40
℃左右,再由水环真空泵加压送至乙炔气柜。闪蒸出乙炔气的稀渣浆由乙炔回收塔底部排出,自流至浓缩池。
由于乙炔气为易燃易爆的气体,因此需要严格控制回收乙炔气中氧含量(O2<0.90%),避免乙炔中氧气含量超过爆炸极限引起爆炸造成安全隐患,在水环真空泵后设有两个在线氧分析仪,当含氧分析仪A或B任一报警时,程序自动关闭送至气柜的乙炔管线开关阀,自动打开真空泵出口放空阀,并自动打开氮气阀充入氮气,原理如图1所示。

![]() 2渣浆液乙炔含量
2渣浆液乙炔含量
2.1乙炔发生渣浆中乙炔气含量一般在300-400mg/kg,此含量比同温度下乙炔在水中的溶解度170mg/kg高出一倍以上。主要原因是由于电石浆液氢氧化钙包裹着“碳化钙”造成的;也可能由于在乙炔发生其中乙炔过饱和,溶解乙炔未完全从溶液中脱离出造成的。
![]() 生产实践表明,电石浆液中的乙炔含量高低与发生器温度有很大的关系,粒度相同的电石,反应温度越高,水解速度越快,电石渣浆液中碳化硅核越小,同时溶解在液相的饱和乙炔气也相应减少,因此将发生器温度控制在85±5℃,这样可明显减少乙炔气在浆液的溶解度,进而降低乙炔在发生过程中的损耗。
生产实践表明,电石浆液中的乙炔含量高低与发生器温度有很大的关系,粒度相同的电石,反应温度越高,水解速度越快,电石渣浆液中碳化硅核越小,同时溶解在液相的饱和乙炔气也相应减少,因此将发生器温度控制在85±5℃,这样可明显减少乙炔气在浆液的溶解度,进而降低乙炔在发生过程中的损耗。
2.2在生产过程中乙炔气的损失主要有:
2.2.1由于电石在液相反应时搅拌时间不够,造成部分电石未能充分水解,在发生器排渣时排出,并产生气泡,如果通风不好会发生闪爆的情况,威胁生产安全。
2.2.2现有电石浆液回收装置不能完全回收电石浆液中的乙炔气,使一部分乙炔气随着电石浆液进入浓缩池,乙炔气挥发到大气中污染环境,严重时乙炔气在浓缩池中心筒处积聚造成着火事故,影响安全生产。
2.2.3电石在发生器中反应时产生的乙炔气过饱和的溶解在电石浆液中,随着溢流液和排查时造成损失。
3.电石渣浆液乙炔回收的意义
我企业现生产能力为90万吨PVC/年,每年产生的电石渣约160万吨,现电石渣浆液乙炔回收装置每小时回收乙炔气600m3/h;
3.1在成本方面,每年可回收乙炔气504万方,能大幅降低生产成本;
3.2在环保方面,每小时600 m3的乙炔气排放到大气中,严重影响空气质量;
3.3在安全方面,发生器溢流液中含有的大量乙炔气不回收会造成在后续生产中乙炔气集聚而发生爆炸着火,影响生产安全。
4危险化学品常识
4.1电石渣浆液主要成份:氢氧化钙。分子式:Ca(OH)2。分子量:74。
4.2物理性质:电石渣浆液是含固量8-15%氢氧化钙悬浊液,温度80℃左右。Ca(OH)2 俗名熟石灰或消石灰。白色粉末。密度2.24。在580℃时失去水,吸湿性很强,几乎不溶于水。氢氧化钙与水组成的乳状悬浮液称石灰乳。用于刷墙和保护树干等。
4.3化学性质:露置空气中能渐渐吸收二氧化碳而成碳酸钙。用于制造漂白粉等,并用作硬水软化剂、消毒剂、制酸剂、收剑剂等。由氧化钙和水消化而得。氢氧化钙的澄清水溶液称石灰水。能吸收空气中的二氧化碳而生成碳酸钙沉淀。用于医药、制糖和化学工业等方面。
4.4危险特性:具强碱性,对皮肤、织物等有腐蚀作用。与酸发生中和反应并放热。具有强腐蚀性。
4.5急救措施:皮肤接触:立即用水彻底至少15分钟。若有灼伤,就医治疗。眼睛接触:立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。或用3%硼酸溶冲洗,就医。食入:患者清醒时立即漱口,口服稀释的酸或柠檬汁,就医。
5工艺设计存在的问题
5.1渣浆液乙炔回收塔顶回收管线出塔后直接到水环真空泵进口,导致回收的乙炔气中夹杂的水蒸汽冷凝进到水环真空泵,使泵过载跳停,影响正常生产;
5.2回收乙炔气中带有少量电石浆液杂质,进到水环真空泵使其叶轮结垢降低工作效率;
5.2塔顶排空自控阀直接安装在塔顶管线上,排空时容易使乙炔气着火;
6设备存在的问题
6.1回收塔内部折流板面积小,造成渣浆液中的乙炔气回收不彻底;
6.2回收管线没有深入到塔中下部,造成回收塔内塔顶和塔底真空度不同,影响回收效率。
7问题分析
电石浆液乙炔气回收效果跟回收塔的真空度和回收面积有关,在相同温度的情况下,真空度越高,饱和水蒸气的量越多,从而析出的乙炔气越多。如图1所示,我们现有回收塔是从塔顶部抽真空,这会导致塔中部和底部的真空度低于顶部,从而降低了饱和水蒸气的量,影响回收效果。


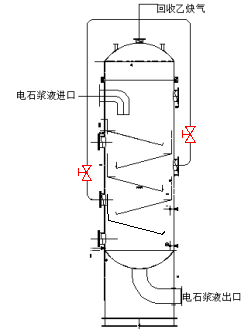
图1 图2
![]()
鉴于以上情况,对回收塔进行技术改造:
7.1在回收塔底部增加折流板,起到增大电石浆液分布面积的作用,使闪蒸更充分。
7.2在浆液进回收塔之前降低浆液温度或降低气相温度保证水环真空泵做功充分;
7.3定期清洗换热器,保证换热效果
7.4在回收塔中下部增加真空抽气管线,降低回收塔上部、中部、和下部的真空度差异,如图2所示。
7.5在回收塔电石浆液进口处增加分液孔,使电石浆液更加分散的进入塔内,起到增大面积的作用。
电石浆液乙炔回收装置投用以来,运行稳定,效果良好,没有出现安全事故,不仅回收了电石浆液中的大量乙炔气,降低了电石消耗,节约了生产成本,也减少了乙炔气外排造成的环境污染,改善了工作环境。
针对以上问题的分析,在工艺安装和设备选型时如果将以上改造全部增加进去,无论是在安全还是效益方面,都有很大的提高。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



