中车株洲电力机车有限公司电气设备分公司,湖南 株洲 412001
摘要:屏柜分装是通过对产品结构进行工艺分析,将屏柜骨架中某一部分从柜体上拆解下来进行组装,当该部分所有工序作业在柜外完成后再将该部分作为一个单独地部件安装到原骨架上,通过分装到总装的装配方式,将大部分的工作内容脱离原骨架进行柜外作业,从而改变传统的装配方法,使一些结构紧凑、柜内作业空间小、器件多、布线复杂的屏柜产品也能通过这种方式高质、高效组装完成。本文在城轨宁波5号线项目TC车低压柜上进行研究,并在南宁5号线、宁波3号线地铁TC车低压柜上进行推广应用,提出一种屏柜分装的装配方法,改变传统的完全柜内作业方式,并对其分析、验证、推广。
关键词: TC车低压柜 屏柜分装 柜外作业 继电器安装板 推广应用
0 引言
随着简统化屏柜的有序推广,各类车型的电气屏柜产品统一性较高,很多产品的结构特点、器件布局大体上一致。但部分屏柜产品因受骨架空间的限制,不能进行多工序同时进行的高效组装。目前传统的装配方式较为“单一”,不能很好将整个组装工序进行切分,无法将每个工序进行同时组装,只能在上工序完成后才能进行下一步作业,造成工序时间等待,从而影响了整个产品的生产周期。固传统的装配方式在某些布线较复杂、作业空间小、器件多的屏柜产品组装过程中并不能很好地运用下去。其中城轨项目TC车低压柜就是这样的产品。本文通过在城轨宁波5号线项目TC车低压柜上进行研究,提出新的装配方法,并对此方法进行研究和应用推广。
1 骨架结构及难点分析
城轨项目TC车低压柜骨架主要由继电器安装板、左右端子排安装板、门面板组成,其特点是:结构紧凑、柜内作业空间小、器件多、布线复杂。因受结构和作业空间影响,使整个产品的装配较为困难,且所有工序只能由单人进行作业,作业效率较低。传统的作业方式是骨架预处理(保护条、扎线杆防护)→器件安装→继电器、端子排等器件布线→接线→自检、互检、试验。其中耗时最长的部分为继电器安装板区域,约占整个产品组装时长的一半,所以如果此区域的装配能和其他工序能同时进行将大大降低整个产品的组装周期。
2 方法对比与评估
经过现场首台车的试制进行两种方案比较:
方法1:采用预布线方式,通过布线路径分析,各节点尺寸测量绘制预布线图纸,并在预布线板上制作线束,线束完成后线束验证,验证后记录误差点,再修改图纸,再制作线束并验证,直至问题解决。优点是布线工序能脱离柜体作业,作业更方便,能提高布线效率和布线质量。缺点是预布线板制作、线束制作、上柜验证会消耗大量的时间,很难满足生产任务。
方法2:经过对骨架结构进行研究和分析,发现继电器安装板可以进行拆装。为尽可能缩短工序时间,确定好方案:将继电器安装板从柜体骨架上拆卸下来,通过在继电器安装板上完成扎线杆防护、器件安装、布线、接线,预留端子排接线,实现在柜体外完成继电器部分的分装工序,改善继电器部分分装作业方式,降低员工作业强度、提升工作效率、更好实现规范化布线。
最终确定方法2能更快解决难题,选择方法2进行实施。
3具体实施步骤
1).用扭力扳手将继电器板与骨架连接的8颗M8*25的螺栓进行拆除,并用乐泰755进行油漆清洗备用。
2).继电器安装板旋转180°并用8颗螺栓将继电器板与骨架紧固,致使继电器安装板朝骨架背面,增加作业空间。
3).在继电器安装板上进行扎线杆防护、器件安装、布线、接线,待继电器安装板上所有作业完成,将安装板拆下。
4).将安装板上的线束进行防护,恢复至安装板正常安装状态。
5).完成继电器板线束至端子排1、2及面板上的作业。
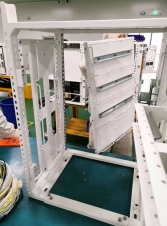

柜外作业方式示意图
4 应用及推广
目前此操作方法已在南宁5低压柜上验证并实施了23列,总计完成46个产品。在宁波5低压柜上验证并实施了26列,总计52个产品。在盐城低地板项目左边柜上已实施6列,总计12个产品。在宁波3二期低压柜上验证并实施了7列,总计14个产品。通过改变作业的方式,大大提高了工作效率,提高了作业舒适度,以后为同类型产品的生产制作提供了很好的参考方法。
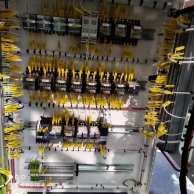


宁波5TC车低压柜 南宁5TC车低压柜 宁波3二期TC车低压柜
5 效果总结
1).节约作业时间,提高作业效率。每个低压柜的生产周期从5天降到3天,能够节约作业时间1天。
2).降低劳动强度。从之前的纵向深度600MM,转变为100MM,提高了作业舒适度。
3).提升布线质量。此方式更便于之前绑扎、整理线束,满足规范化布线要求,提高产品质量。
4).以后为同类型产品的生产制作提供了很好的参考方法。
6 结语
此装配方法通过对骨架进行分析,对骨架部分安装板进行拆分,并把拆分的部分脱离骨架进行组装,通过把传统的方式转化为并行作业方式,一定程度上摆脱了受骨架空间的限制,为多工序同时作业提供了条件,且为屏柜产品的流水线作业提供了基础。
参考文献:
[1]徐长全.电气屏柜预布线工艺的应用分析[J].电力机车技术,1999(4):25-26.
[2] 赵亮,李章,王喜亮.电力机车低压柜预布线工艺研究[J].电力机车与城轨车辆,2016,39(04):66-68+89.
[3] 卢奎,魏衍成,李章.地铁司机室控制柜预布线工艺方法推广应用研究[J].技术与市场,2020(01):30-31.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



