![]()
中车株洲电力机车有限公司 湖南省株洲市 412000
[摘要]车轮数字化生产线桁架机械手是一种建立在直角X,Y,Z三坐标基础上,对整个车轮产线进行工位自动调控,实现车轮工序轨迹运动等功能的全自动工业设备,其控制核心通过工业控制器(如:PLC,运动控制,单片机等)实现。通过控制器对各种输入(各种传感器,按钮,安全锁等)信号的分析处理,做出一定的逻辑判断后,对各个输出元件(继电器,电机驱动器,指示灯等)下达执行命令,完成X,Y,Z三轴之间的联合运动,依此实现一整套的全自动作业流程。因此,机械手的运行逻辑和运行灵活性,对整条产线的车轮车轮工位调控是否流畅,每台设备的运行时间是否均衡,对产能起到至关重要的作用。
[关键词] 工业控制器 运行逻辑 灵活性 流畅 均衡 产能
一、机械手运行现状及难点分析
车轮数字化生产线从车轮毛坯上料到车轮成品下线,共计14台设备,12道工序,每台设备都通过机械手自动完成上料、下料及工序间车轮流转,因此机械手的合理运行逻辑对整条产线的产能具有极大影响。
车轮数字化产线配备了两台机械手。机械手1主要负责车轮上料扫码、加工工序(RQQ1和RQQ2、RQMC1和RQMC2)的车轮生产调控。机械手2负责三坐标检测、清洗、超声波探伤、磁粉探伤、静不平衡检测、刻码、车轮成品下线、给制动盘产线上料等车轮生产工序调控。现机械手的运行逻辑为:机械手1(上下料逻辑优先级:扫码机>RQQ>RQMC),机械手2(上料逻辑优先级:磁粉探伤>静不平衡>刻码>三坐标检测>超声波探伤>清洗>制动盘产线上料;下料逻辑优先级:磁粉探伤>清洗>超声波探伤>三坐标检测>静不平衡>刻码>车轮成品下料),同时每台设备的下料要优先于每台设备的上料,为固定运行逻辑。由于每台设备既要上料又要下料,所以整条产线机械手运行逻辑错综复杂。机械手运行逻辑决定整条产线车轮工位调控是否流畅,每台设备的运行时间是否均衡,对产能起到至关重要的作用。由于每道工序生产节拍不一,如按照产线厂家给定的固定自动运行逻辑,造成产线生产不均衡,线内拥堵,降低产能。例如:三坐标检测为瓶颈工序,生产节拍为15分钟,静不平衡检测为畅通工序,生产节拍为5分钟。由于静不平衡检测工序的上料和下料逻辑均优先于三坐标检测的上料逻辑,所以机械手会一直优先静不平衡检测工序生产,造成三坐标检测工序无法上料,处于待机状态,线内车轮集中拥堵在三坐标检测工序,从而造成该工序之前的清洗、加工工序都随之堵塞,造成多台设备待机,对产线效能影响极大。
二、操作方法与实施
针对产线不同的生产运行情况,探索出三种操作方法,具体如下。
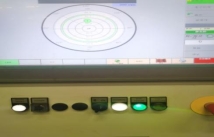
方法一:切换设备自动运行模式和手动模式(见图1-1、图1-2),实现桁架机械手运行逻辑的优化。例如:清洗机(节拍12分钟)和静不平衡机(节拍5分钟)同时向机械手发出上料需求信息时,(瓶颈系数:清洗机>静平衡机),由于自动运行模式下静不平衡机上料逻辑要优先于清洗机,此时可先将静不平衡机切换为手动模式,则机械手优先完成清洗机的上料,实现生产均衡,设备利用率最大化目的。
![]()

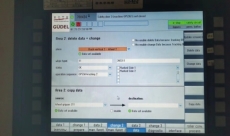
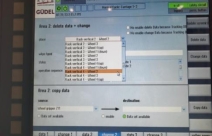
方法二:设置和调整缓冲台车轮工序参数,实现机械手运行逻辑的优化。例如:3号缓冲台和4号缓冲台的车轮同时需要超声波探伤时,由于4号缓冲台的下料逻辑要优先于3号缓冲台,而上工序又急需使用3号缓冲台,此时可设置4号缓冲台的车轮工序参数(见图2-1、2-2),使4号缓冲台车轮处于屏蔽状态。达到机械手先抓取3号缓冲台车轮的目的。
![]()
方法三:灵活利用产线安全联锁系统功能,实现桁架机械手运行逻辑优化。例如:RQMC2(加工节拍30分钟)和自动扫码台(节拍3分钟)需要同时上料,(瓶颈系数:RQMC2>扫码台),由于扫码台上料逻辑要优先于RQMC2,可先将扫码台工位的安全联锁门开关打开(见图3-1、3-2),使扫码台区域信号和机械手PLC处于信号断开状态,从而实现机械手优先给RQMC上料。
![]()


灵活运用上述三种方法操作,充当产线的“交通警察”,可达到产线内各设备生产工序时间均衡,线内通畅,产线效能显著提升。
三、结束语
通过上述三种操作方法的柔性联合运用,使产线各设备有效工作时间达到均衡,线内时刻通畅,极大地提高了设备利用率,通过产能数据分析,产能显著提升。通过分析总结日常操作方法,将其应用到提升机械手运行灵活性方面,极大地疏通了因机械手自动控制运行逻辑导致的部分工序堵塞问题,解决了设备待机长问题,快速便捷的提升了产线效能,产品质量100%合格。通过机械手运行灵活性提升,避免各设备处于等待或停机状态,降低了等待成本、人工成本、转运成本等。
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



