(国家能源集团宁夏煤业有限责任公司煤制油化工安装检修分公司 灵武市 750411)
摘要:某煤制油项目释放气压缩机开车后因轴瓦振动大及温度高频繁跳车,释放气被迫放空,损失较大,本文主要是针对高压缩比、多级往复式压缩机运行过程中出现的末级连杆连接的轴瓦严重烧结问题进行分析探讨,通过机组问题分析,使机组在非正常停机状况下,反向角在安全范围内,不致因局部受力过大造成零部件损伤。
关键词:多级压缩机;反向角; 十字头; 连杆
引言
释放气压缩机是费托合成装置馏分油汽提及释放气压缩系统核心设备之一,目的是将汽提塔进料轻质油、重质油、重质蜡等中间物料分离出的释放气进行压缩回收后送往尾气处理装置制氢[1]。该压缩机开车后因振值高频繁跳车,造成大量释放气放火炬(15 000~20 000m3/h),损失较大。由于释放气压缩机组采用单台机组实现三级压缩,总压缩比ε≈ 161,如此高压缩比、单机多级压缩给机组生产稳定运行带来了一定的难度,因此从生产厂家和机组使用方面需要逐步摸索。该机组于2016年10月试机投运,由于机组在结构设计、配套设施及运行保护等方面存在的问题,导致出现三级连杆大头瓦与对应主轴瓦损坏的情况,使得机组不能实现连续高效运转,满足生产需要。
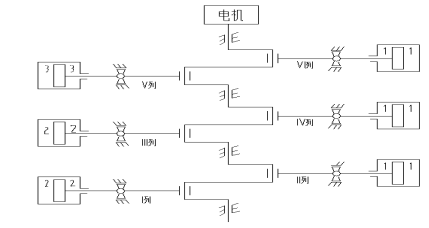
图1:压缩机布置示意图
二、机组运行过程中出现的故障问题分析
6M40-398/0.16-2.63-BX释放气压缩机组自2016 年10月开机以来,在运行过程中曾多次出现三级压缩缸十字头、连杆小头瓦及相对于的主轴瓦烧结损坏故障。 故障发生后,生产厂、检修方及设备厂多次针对此故障原因进行分析,结合机组的运转情况,采取优化入口工艺气流量、管线加固、调整缸盖余隙等技改措施均无根本性解决设备故障问题,通过多次检修确认影响机组正常运转的主要因素是:机组在正常运转和停机过程中,三级压缩缸活塞杆反向角过小所致。
三、往复活塞式压缩机连杆反向角理论分析
虽然往复活塞式压缩机工艺灵活性和适应性非常大,但它仍有一些技术限制, 其中最为重要的就是活塞杆的负荷问题, 活塞杆负荷不仅只和活塞杆有关,它是作用(或部分作用)在活塞杆、十字头、十字头铜套、十字头销、连杆、连杆瓦、曲轴,以及十字头滑板和滑道等各机械传动部件上的力。在整个机械传动系统中,十字头铜套是最薄弱的环节。活塞杆负荷除数值之外,还有一个方向的变化问题[2]。
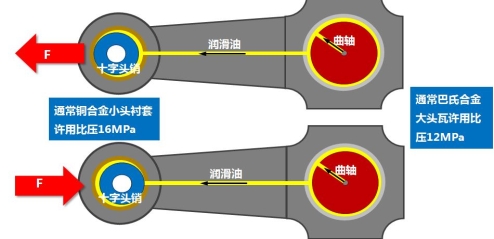 图2:十字头销有方向过程的工作状态
图2:十字头销有方向过程的工作状态
3.1反向角的概念
压缩机圆周运动时,活塞杆及传动部件会承受周期性的拉力和推力。在此压力或推力的作用下,促使十字头销压紧在十字头衬套的单侧。单侧压紧时另一侧会出现间隙,润滑油流入“另一侧间隙”时可以起到冷却和润滑的作用[2]。 当压缩机处于某种运行状态时,十字头销仅压紧在“十字头衬套的单侧”,则始终无法在“十字头衬套的单侧” 形成间隙,此时润滑油无法流入得不到有效的冷却和润滑进而导致烧瓦。因此十字头销(连带活塞杆)的受力方向必须保持改变,并可以持续一段时间,在此时间内十字头销孔衬套的两侧可流入润滑油进行冷却和润滑。

图3:连杆与十字头销反向润滑方式
3.2十字头销异常状态位置
由于工作过程中连杆与十字头销仅做相对摆动,如果总气体力与总往复惯性力叠加后的十字头销载荷“F”长时间或始终使十字头销压紧某一侧,将造成十字头销反向角过小甚至为零,润滑油无法进入被压紧的一面,尤其是十字头销被压向曲轴侧,将导致冷却和润滑十字头销的润滑油供油严重不足,摩擦温度急剧升高,当局部温度超过润滑油闪点(≥215℃)降引起衬套内润滑油剧烈碳化或闪爆。虽然锡青铜的熔点>900℃ ,但其中锡的熔点约为232℃ ,积聚的高温极易使铜合金衬套软化变形与十字头销咬合烧研到一起[3]。
为了提升了大型机组的安全性和可靠性,新机组设计时都确保十字头销载荷反作用持续时间应不小于曲柄角60°~70°,而且其反向负荷的综合峰值应至少为相反方向实际负荷的20%以上。
四、影响反向角的因素
从气阀工作情况来说,当进气阀出现泄漏则会出现进气压力降低,气体力减少。同样的当排气阀出现泄漏则会出现排气压力增大,气体力增大。
从往复惯性力可判断,当往复惯性力升高,反向角增大,连杆负荷增大, 随之可适度增加, 但是过度增大会使压缩机振动增大, 最终连杆载荷会增大。通常在不影响压缩机受力的情况下,会在十字头双侧增加配重块,以增加反向角[4。
气缸缸径与活塞杆杆径的匹配及压缩机的作用形式可根据以往经验,最容易出现烧损十字头销、连杆小头瓦的情况为多级压缩机的“末级”,原因为“末级”气缸的缸径最小,但是活塞杆径与前几级等同,造成“末级”轴侧的气体力较小,异常情况容易出现此类故障。双作用正常运行时曲线如图4所示:
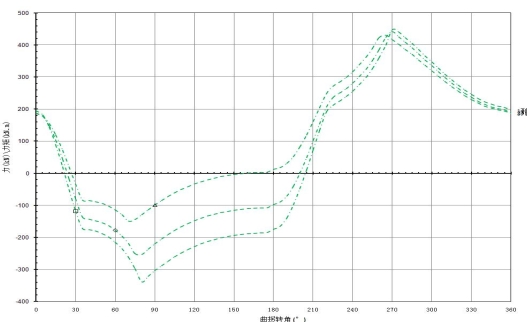
图4:压缩机受力分析波形图
遇到特殊情况时在不改变压缩机原有压比的情况下,可采用增设“尾杆”的方法,增大轴侧/盖侧的面积比值,进而增大“反向角”,但同时增设尾杆会增大压缩机泄漏量,增大检修难度。 采用“尾杆”结构有利有弊,采用此种结构时需综合考虑[4]。
气阀安装不到位或阀片损坏也会导致气阀窜气泄漏。某些压缩机采用的是圆弧型面的环状阀,通常状态下采用此种气阀不会对压缩机产生影响。但如果压缩机气阀的安装形式为水平安装则在压缩机的末级,容易出现因反向角过小而导致的烧瓦事故。
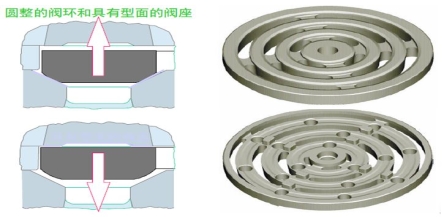
图5:压缩气阀的安装形式
五、结论
反向角是压缩机设计中的重要参数,压缩机生产前都会针对技术协议中的各种工况进行反向角的复算,如现场运行参数与设计参数偏离较大,应将现场参数交付主机厂进行二次复算。现场中控室发现压缩机排气温度异常时应尽快切机检查进、排气阀(检查阀片、弹簧是否出现问题),避免因进、排气阀泄露而导致的反向角过小,排气温度过高短期内不会出现问题但长久运行将带来安全隐患。另外,应定期检查“油站精油滤” 如滤网辅助铜合金或巴士合金粉末,应及时拆检,对于顶开吸气阀50%气量调节的双作用气缸,一定要设计成压开盖侧吸气阀的形式(轴侧做功,盖侧卸荷)。
参考文献
[1] 沈永斌 .费托合成释放气压缩机大震动原因分析及技改措施[J]. 煤炭加工与综合利用,2018(10):75-77.
[2] 阎波 .费托合成释放气压缩机运行问题分析及应对措施[J]. 山西化工,2021(4):194
[3] 徐臣华. 往复式压缩机的管道布置及防振措施[J].化工设备与管道,2008( 5) : 5
[4] 杨保江. 往复式压缩机组的振动机理及其控制[J].化工设备与管道,2012,49( 4) : 3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



