陕西飞机工业有限责任公司 陕西汉中 723213
摘要:飞机工艺装备设计与制造是飞机制造的关键环节,在航空主机厂生产中占据重要地位。飞机装配过程复杂繁琐,开发飞机装配工艺装备智能化系统成为迫切需要解决的问题。本文介绍了工艺装备设计的创新探索,工艺装备设计创新主要从工艺装备的结构集成规划、模块化规划和标准化、三维结构优化设计等方面进行了论述。这些创新设计可提高现场生产环境的质量,极大地提高工艺装备制造使用效率。
关键词:装配工艺装备设计创新 实践
飞机装配是涉及大量零部件工装及合理规划装配工艺过程,随着新工艺材料的快速发展,我国飞机数字化研制水平不断提高。飞机生产装配现场引入大量数字化工艺装备,飞机装配工艺技术是衔接产品设计与现场生产的重要桥梁。传统飞机制造需要针对不同机型零部件件制造、装配专用标准工艺装备。工艺装备在产品研制中占据重要地位,对飞机产品的装配质量、研制生产成本降低等方面起到重要作用。
一、飞机装配工艺装备结构集成化设计
装配工艺装备结构集成化设计是满足现场精益化管理要求的有效途径,将分离工装结构等集成到相互关联的系统结构中,充分实现资源共享。装配工艺装备结构设计必须统筹考虑送风系统和照明系统等整体集成,将照明及供电系统线路等采取隐藏式设计、安装,对外与厂房电路相连,设置电气设备接口实现生产现场精益化管理的要求。
风电集成设计型架的技术特点完全可以应用在后续新制工装设计中。骨架的选材由方钢变为钢板抱焊,骨架的板焊组合,各组件主体构件为板材焊接。除方便精加工外,主要优点是便于实现风电管线框架内隐藏式集成,组件之间采用隐藏式连接,即连接法兰不凸出组件本体侧面;在装配工艺装备设计时同时进行对送风系统、电气照明与控制系统进行设计布局,将风电系统的管线、元器件等布置在框架腔体内,控制柜等根据型架结构合理布置,提高型架的外型美观性与协调性。
型架设计集成风电系统时框架优先选用板焊组合结构:风源或电源引入位
置、使用位置预留操作窗口并设置快卸插头;操作窗口开口尺寸不宜小于180mm x160mm,简图见附件1所示。
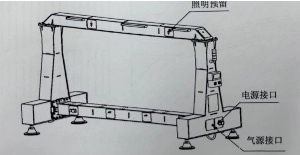
图1集成化设计典型结构示意
二、飞机装配工艺装备结构模块化、标准化设计
装配工艺装备模块化设计是按工装的功能需求将工装设计成可以组合、分解和更滑的子功能单元,模块化是运用“模块”的思路,将复杂结构分解为更利于管理的模块化方式。对于复杂的装配工艺设备,将其中具备某种特定功能的结构组成部分当做一个特定的子功能,将这些子功能按照特定规律组合成一个完整的装配工艺设备,满足装配工艺装备要求的全部功能。
工艺装备的标准化设计是保证科研任务顺利完成的前提,为提高产品质量、缩短研制周期、结合实际情况,充分利用工艺装备标准化设计,可最大限度重复利用原有设计信息,减少工装形状和功能的离散型,加快设计进度。一种工装结构若能适用于多机型产品的装配,则该结构具有维承性,继承性是实现工艺装备标准化设计的前提和基础。工艺装备设计过程标准化的实现通过建立工装典型结构数据库,常用标准件数据库和标准设计规范等实现知识信息共享,保证设计的规范性、一致性和工艺装备设计质量的稳定性。
工艺装备标准化是以缩短工艺装备准备周期,减少工艺装备设计中重复劳动,促进工艺装备及产品零部件专业化生产为目的,运用标准化原理和方法,对有重复使用的工装及工装零部件的通用化、标准化及标准制定和贯彻进行实施的活动。工艺装备标准化设计具有以下重要意义:有利于减少工装设计的重复性劳动,提高工装设计水平:有利于节省原材料、降低成本、提高工厂的经济效益;有益于缩短工装准备周期、加快新机型研发步伐、提高企业产品市场应变和竞争能力。
三、飞机装配工艺装备结构柔性化改进设计
目前各军工主机厂内工装普遍为刚性结构形式,一般具有一个刚性骨架,用刚性的内、外形卡板作为主要定位加紧构件,通过快干水泥或加硬垫等方式将其与骨架刚性连接。定位夹紧件的位置精度主要依靠于安装方法及加工精度决定,早期的定位件安装主要依靠模拟量传递的标工(量规,样件,标准平板等),其加工精度主要依靠加工完成后的手工锉修,因此工装的定位精度相对较低,从而限制了飞机装配的装配精度,影响飞机质量。
柔性工装是在相关关键技术的支持下完成的,柔性关键技术如下:①模块化技术。具备独立的设计单元模块,任意一块模块单元均符合装配实际的功能需求。②结构优化设计技术。可实现工装结构的优化,确保装配工作在规定时间内高效完成,并增强结构强度与稳定性,综合提升工装质量。③仿真测试技术。针对复杂结构装配,可借助零件的仿真分析,对其具体的强度、刚度等展开分析,确保实际装配的正确性。④控制技术。借助数控系统,可综合提升装配精确度,并能实现自动化调节,确保单元结构发展。
柔性定位原理是基于多点技术,并形成多点定位的方法。多点定位的基本构想是将传统整体式定位形式替换为由多个高度可调的基本体组成可变化离散曲面形成柔性多点定位。如此、便能够实现形状变换、目标曲面调整。如下图2所示,为具体的多点成形技术的原理图。
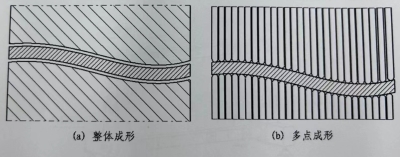
图2 多点成形技术原理图
此外,多点柔性支撑方法是建立在“多点技术”的基础上,其将传统支撑方法替换为多点柔性支撑方法。其主要思想是将传统支撑工装的整体支撑面离散为多个支撑点,并完成对具体部件支撑站位的拟合。这一过程中,每个离散支撑点均为独立可调的,且其均可以理解为单个柔性支撑装置,可组成多点柔性支撑阵列。
数字化柔性多点技术工艺装备可实现用一个工装完成多个不同飞机产品装配的柔性装配模式,柔性工装的成功研制为进一步开展飞机数字化装配技术研究和自主研制适合我国国情的飞机数字化柔性工装系统具有重大的指导意义。
参考文献:
[1]许嵩.飞机数字化装配技术[J]航空制造技术,2021(14):48.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



