四川中烟工业有限责任公司绵阳卷烟厂卷包车间 绵阳 621000
摘要 一直以来,绵阳卷烟厂软包设备连包剔除量偏大,查看发现剔除的烟包并没有粘连的情况,属于误剔除,提高连包剔除准确率能降低软包设备原辅材料消耗。“连包”是指烟机设备在生产过程中烟包因设备、材料等原因发生粘连,粘连的烟包属于A类质量缺陷,进入市场会严重影响品牌形象,在实际生产中应该尽量杜绝。本论文指在论述对分烟器进行改造,使连包能被准确的检测出并且剔除。
1.分烟器
将通道上的烟包逐个分离,使得烟包之间保持一定的距离。分烟器的启停是由其前后的光纤控制,前端有烟包,分烟器开始工作,后端烟包堵塞,分烟器停止工作。工作具体流程如下:烟包从主机生产出来,经过第一个光纤,光纤触发分烟器开始工作,分离的烟包从分烟器出来以后进入小包外观检测,烟包经检验后如果合格则进入辅机进而产生烟条,如小包外观检测判定烟包有外观问题或者粘连,则将烟包剔除出来防止进入下一工序。
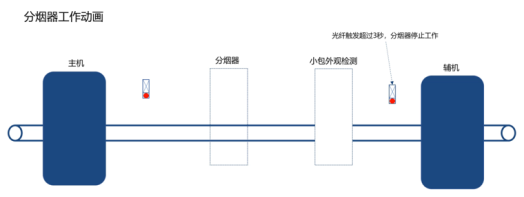
分烟器运行图
按照分烟器工作流程,按道理不会产生粘连的烟包,但我们在实际统计中发现,小包外观检测剔除了大量的连包,再调查中我们发现了以下两个问题。
 1、分烟器皮带间距调节不合适,分烟器经过皮带拉扯来减速烟包,皮带的间距决定了烟包被拉扯的“程度”,间距越小皮带拉扯越大,间距越大皮带拉扯越小。试想如果皮带间距过大,烟包会直接“溜”过分烟器从而产生连包。在和机械维修工交流的过程中我们发现分烟器皮带间距调节难度大耗时长,很难调试到一个合适的位置。为此,小组决定研发一个简易的分烟器间距调节装置解决此问题。
1、分烟器皮带间距调节不合适,分烟器经过皮带拉扯来减速烟包,皮带的间距决定了烟包被拉扯的“程度”,间距越小皮带拉扯越大,间距越大皮带拉扯越小。试想如果皮带间距过大,烟包会直接“溜”过分烟器从而产生连包。在和机械维修工交流的过程中我们发现分烟器皮带间距调节难度大耗时长,很难调试到一个合适的位置。为此,小组决定研发一个简易的分烟器间距调节装置解决此问题。

分烟器内部图
2、分烟器启停时机不合适,我们在讨论中发现,分烟器通过启动停止光纤控制启停是极其不合理的。试想如果分烟器启动以后通道传送皮带还未启动,这个时候如果分烟器出口有烟包,那么分烟器内部的烟包和分烟器出口烟包就会“汇合”从而形成连包。我们在统计数据的过程中也发现,设备启动的瞬间,连包产生的特别多,数据支撑了我们的想法,所以小组决定拆除分烟器启停光纤,该有其他信号来控制分烟器的启停。
1、小组成员根据需求设计了下图所示分烟器调节装置,制精度可以到达0.1MM,实测有效。该装置由固定卡座(1块),螺丝限位卡子(2块)组成,固定卡座固定在设备上,螺丝限位卡子固定在固定卡座上,以限制螺丝的移动。当内六角螺丝旋转的时候,丝杆会带动皮带轴承整体移动从而实现间距的调节。


分烟器皮带间距调节装置三视图
2、小组成员根据需求更改分烟器启停时机。分烟器在启动的时候会产生连包,最开始小组决定让分烟器和皮带始终运动。实施下来后发现设备能耗太高,电机磨损太大,降低了设备经济效益,没有达到预期效果。小组决定重新设计算法,在拆除了分烟器启停光纤以后,将启停信号接入通道传送带电机,实现分烟器和通道传送带联动,完美的解决了启停问题。


分烟器启停电气原理图
小组在完成整个改善以后对软包设备的连包情况进行了跟踪,在一个月的统计中设备连包频次大大降低,达到了我们预期的效果,接下来会对车间其他带有分烟器的设备逐一进行改善,将新的电气机械图纸存档以便今后查阅。
参考文献:
【1】黄德良.ZB25包装机【M】.北京:中国科技技术出版社,2011.
【2】陈渝光.电气自动控制原理与系统【M】.北京:机械工业出版社,2020.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



