安钢集团冶金炉料有限责任公司
摘要: 针对安钢集团冶金炉料公司回转窑工段喷煤HRM1300立式磨机多次出现磨辊不转的现象,通过设计改造原厂家的技术缺陷,彻底解决磨机不转的现象,提高了轴承的使用寿命和磨机的运行效率,保证回转窑系统的稳定顺行。
关键字: HRM1300磨机磨辊 轴端密封 压盖设计
一、概述及构造
HRM1300mm立式磨是在广泛收集国内外各种立式磨机资料的基础上,吸收国外的先进技术,结合我国水泥、钢铁、化工、矿山工业的特点而设计的一种新型设备。它具有LM立式磨辊能向外翻出的检修优点,又具有MPS立式磨辊辊套可双面使用、寿命长的特点。
HRM1300mm立式磨主要由以下部分组成:电动机,减速机,底座,磨盘装置,磨辊装置,加压装置,上壳体,下壳体,分离器和润滑装置。如图1所示。

图1 HRM1300mm立式磨
物料主要是依靠磨辊的重量和加压装置的压力进行研磨,由于磨辊和磨盘之间不是纯滚动,因此,物料受到多向压力的作用,从而提高了粉磨能力和效率。磨辊由液压缸进行加压,由于在液压系统中采用了压力均衡装置,两个磨辊的压力相同,为了避免磨辊和磨盘之间直接接触,减小磨损,磨内无物料层,间隙可调整。磨辊轴和水平面的夹角为12·, 磨辊轴不动,磨盘上的物料摩擦带动磨辊自转。
HRM1300mm立式磨是我公司回转窑系统的关键设备之一,所生产的煤粉主要供两条日产600吨的活性石灰生产,我公司现采用焦炉煤气和煤粉混合煅烧,一旦HRM1300mm磨机出现故障,两条生产线将无法正常生产,被迫全煤气生产,产量大大降低,严重影响回转窑耐材的寿命,会大大增加生产成本,影响供户需求量,对公司造成很大的经济损失。
2013年,磨辊多次出现无法转动的现象,因磨机作为回转窑系统的关键设备之一,无法长时间检修,为了彻底从根本解决问题,通过与原厂技术人员沟通,根据原技术资料,进行结构改造。
二、故障分析
喂料量的多少,粉磨压力的大小,磨内通风量的多少因素与磨机的生产能力密切相关,是有都处于最佳状态,立式磨的能力才能充分发挥。喂料过大,造成物料层加厚,磨盘和磨辊的摩擦力增大,电机和减速机负荷增加,易损毁电机和减速机及磨辊轴承,使得磨辊无法转动:喂料量过小,不经济,耗能增大。
磨盘和磨辊之间存在5—10mm的间隙,磨盘和磨辊相互转动时,在任何位置,两者不得相互接触。调节限位螺栓使两者之间的间隙尽可能相等。当间隙调整过小时,使得磨盘和磨辊之间的滚动摩擦变为滑动摩擦,物料中出现铁块等杂物,磨辊极易出现无法转动和轴承或减速机损毁。
磨辊安装在轴上,磨辊内部轴承型号为22348C,因磨辊轴固定不动,磨辊属于纯滚动,磨辊轴端密封为油封,考虑磨机内部热风温度可达80--150℃,油封容易烧毁和磨损,从轴端煤粉进去,轴承内部有润滑脂,使得滚珠无法转动,整个磨辊无法转动。
三、存在的问题及改进措施
1.改进前存在问题
根据以上分析和技术资料,喂料量的多少和间隙的大小,造成磨辊无法转动的原因,可通过工艺操作和设备调整得以解决。通过拆卸,发现轴末端密封长期使用,密封不严,而且密封盖设计在磨机内部,压盖较短(如图2),在磨辊的旋转和内部负压的作用,大量煤粉从损坏的密封处进入,造成润滑脂和煤粉混合,在磨机内部较高温度的作用下,变成硬度较高的煤泥,轴承滚珠无法转动,以至于整个磨辊处于卡死状态,无法转动。
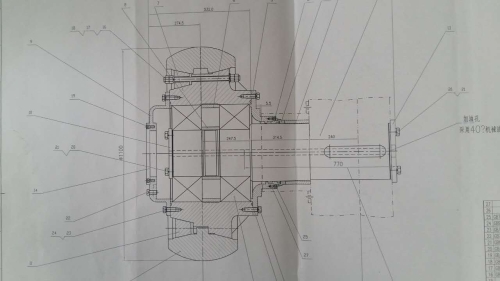
图2 磨辊装置
2.改进措施
针对以上问题,磨辊轴承密封损坏后煤粉进入轴承腔内部,是由于设计原因造成的,要彻底解决这个问题,必须技术改进才能实现。通过改进把磨辊轴承末端密封压盖加长到磨机外部,把原来压盖套在轴上的压板分解成上下两部分,清洗轴承内部的煤粉,更坏新的密封。即使密封损坏,也不会出现煤粉进入轴承腔内部而造成磨辊无法转动的现象发生。
改进后的优点:①延长了密封和轴承的使用寿命,保护磨辊和减速机的正常运行。②对于磨辊的检修和密封更换,大大提高了生产效率。③保证了磨机的正常运行,大大降低了检修成本。
四、改造效果
2013年12月份,通过技术改进后,磨辊的使用寿命由原来的1年提高到2—3年,轴承的寿命得到大大延长,每年可节约备件资金约60万元。极大的避免磨辊无法转动,造成减速机损坏或电机烧毁现象的发生,减少了检修频率,劳动强度大大降低,密封的更换更加快捷,降低了备件的消耗,节约了成本,确保了磨机的稳定运行。
参考文献
[1]郭术义,陈举华,王潍,李忠芹.高炉喷煤的数值模拟与应用[J].济南大学学报,17(4):337~339
[2]马政峰, 吴铿, 杨天钧等.放宽高炉喷吹煤粉粒度的工业试验[J].北京科技大学学报, 2003,25(3):211~214.
[3]吴溪淳.中国钢铁协会2004年工作报告[J].中国冶金报,2004
.2.21
[4]张寿荣.我国钢铁工业发展的潜在危机[J].中国冶金报,2004 No.1
[5]田步凡,郭明江,谢建民.安钢高炉喷煤[J].河南冶金,1995,(7)24~27.
[6]党玉华,张士敏.高效高炉低燃料比大喷煤比的研究[J]. 炼铁,42(2):15~18
[7]翟兴华. 高炉喷煤系统设计探析[J]. 炼铁,22(5):28~32
[8]车传仁. 日本富氧喷吹技术的进展[J]. 炼铁, 1992,(3):15~17
[9]唐文权.关于高炉烟煤磨煤机烟气自循环技术探讨[J].炼铁,1999,18(3):52~55.
[10]杨天均.高炉富氧煤粉喷吹[M]. 北京:冶金工业出版社,1995
[11]汤清华,马树涵等.高炉喷吹煤粉[M].北京:冶金工业出版社,1997
[12]马竹梧.钢铁工业自动化[M].北京:冶金工业出版社,2003.7,540~780
[13]马政峰.高炉煤粉系统安全控制研究[D].北京: 北京科技大学,2002.
[14]松下电工株式会.FP0可编程序控制器,1999
[15]李国厚.PLC原理与应用设计[M].北京:化学工业出版社,2005.9
[16]廖常初.PLC编程及应用[M].北京:机械工业出版社,2002.9
[17]廖常初.PLC模拟量输入处理模块的选择与处理[J].电工技术,2003(9):39~40
[18]常斗南.可编程控制器原理及应用[M].北京:机械工业出版社,1996.6
[19]李全利.可编程序控制器及其网络系统的综合应用技术[M].北京:机械工业出版社,2005.7
[20]齐占庆.机床电气控制技术[M].(第3版).北京:机械工业出版社,1999.10

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



