中国水利水电第七工程局有限公司
【摘要】:本文主要阐述大尺寸厚壁钢管全熔透焊接技术,通过智能化数控五维相贯线切割机的运用、采用内清根再外焊的相贯焊接工艺以及超声锤击工艺实现相关焊缝达到大尺寸厚壁钢管相贯焊接全熔透一级及抗疲劳性能要求。可为同类工程借鉴。
【关键词】:钢拱横撑 相贯焊接 全熔透 抗疲劳性能
0引言
随着建造技术的迅速发展,城市钢结构桥梁从满足功能性需求逐渐发展呈“功能性+景观性”需求。景观桥梁方案设计的核心往往是将结构本身与自然融为一体。桥梁追求体系新颖,造型独特、优雅,同时也给桥梁建造带来了突出技术难题。成都东一线跨绛溪河大桥在方案设计阶段为突出桥梁造型的优美,牺牲了结构受力的合理性,使得拱系网状横撑长期处于高应力状态。此类桥受力复杂,国内外无建成的案例,可借鉴的工程经验不多。为解决钢拱横撑相贯节点焊接质量及疲劳问题,采取了一种新的技术路线来进行施工,并最终满足设计要求。
1工程概况
东一线跨绛溪河大桥位于成都东部新区绛溪河,是一座五跨连续下承式大跨度空间网状弯曲拱桥,平面位于半径300m的曲线段,桥宽50.2m,主跨152m,总长292m(含翼墙长度),拱肋矢跨比1/6.9,拱肋横截面为扁圆形,横撑采用异形网壳结构。桥梁。主体结构大量采用Q345qD和Q420qDZ25材质的钢材,全桥钢结构总重约8000吨。
大桥造型优美、立体感强,景观上是一种极具竞争力的桥型。桥梁异形钢管网壳拱结构体系在国际上首次应用在桥梁领域,钢拱横撑受力状态复杂、抗疲劳性能要求高。对关键相贯节点构件的加工、制造工艺提出极大挑战。
2技术难点
大桥相贯节点作为关键受力结构,构件尺寸大、管壁厚、焊接质量要求高,设计要求为全熔透(国内建筑钢结构和桥梁钢结构相贯焊接受管壁空间限制基本采用局部熔透节点形式),相贯节点内部空间狭小,加劲构造复杂,焊接顺序选择及施焊难度大。相贯焊接还存在焊接应力集中、焊接变形大、全位置施焊的焊接质量缺陷多等难题。
3大直径厚壁钢管全熔透相贯焊接工艺
大直径厚壁钢管全熔透相贯焊接主要工艺技术包含:大尺寸钢管相贯线智能化切割工艺、大尺寸钢管相贯线全熔透焊接工艺、相贯线焊缝残余应力消除工艺。分别从结构焊接的准备、焊接过程、焊后消应三个方面确保结构质量。
3.1 大尺寸钢管相贯线智能化切割技术
东一线跨绛溪河大桥主拱与横撑之间、横撑与横撑之间分别为K型、X型相贯节点。横撑钢管采用智能化设备数控五维相贯线切割机进行相贯线的切割。利用计算机程序来控制切割机的六个轴(圆管用四轴)进行切割的方法,比传统的切割方式更为精准、高效,操作人员只需输入切割程序或根据切割图形CAD模型由计算机自动生成切割程序控制切割机自动切割。该设备具有高精度、高效、节能环保等优点。
以钢管规格D700x35及X型节点为例,材质为Q420qD。将钢管设置于数控五维相贯线切割机机床上,利用专用的数控相贯线切割机程序,在相应的管切割类型界面中按图纸相贯线尺寸要求输入相应的切割参数,由软件自动计算并生成相应的相贯下料图并开启相贯线切割。
相贯线切割后的质量检验。通过计算机把相贯线的展开图在透明的塑料薄膜上按1:1绘制成检验用的样板,样板上标明管件的编号。检验时将样板根据“上、下、左、右”线标志紧贴在相贯线管口,检验吻合程度。
3.2 大尺寸钢管相贯线全熔透焊接工艺
为达到相贯线全熔透焊接,X型或K型相贯节点采用内外双面焊接,其中钢管内侧采用角焊缝焊接,外侧碳刨清根后采用单面坡口焊接,从而达到一级全熔透焊缝质量。
管材相贯节点全熔透焊缝各区的形式及尺寸细节建议如下,为确保焊缝的抗疲劳性能,焊缝表面采用凹形平滑过渡。

图3.2-1 管节点相贯焊缝分区

图3.2-2管节点相贯焊缝分区细节
支管与主管相贯焊接时,采用下图所示顺序施焊,焊缝的起弧点和落弧点应避开应力集中位置(如下图中鞍点、冠点、隔板相交点、纵肋相交点)。

图3.2-3 施焊顺序及应力集中位置示意
以X型节点为例,组装焊接顺序如下。
(1)相贯节点组装并临时点焊固定,确保支管相贯与主管密贴。
(2)先进行相贯线内侧焊接,并用碳弧气刨外侧清根处理,再进行外侧相贯焊接。起落弧的位置需按避开鞍点、冠点及隔板相交点等应力集中位置。相贯焊缝外观应连续、均匀、饱满,不应有裂纹、未熔合、夹渣、未填满弧坑、漏焊、气孔、以及咬边,满足焊缝外观尺寸要求。焊缝表面经修整后达到凹形平滑过渡。
3.3 相贯线焊缝残余应力消除工艺
桥梁受力焊缝对疲劳性能要求较高。相贯焊缝成型后的残余应力消除是最终相贯焊缝质量的非常重要的一道工艺。超声锤击技术作为一种消除焊缝残余应力的有效方法以其消除面广、易操作、效果好得到了广泛应用,在相贯焊缝中的锤击流程如下:
焊接→外观检查和无损探伤→清除焊趾熔渣、飞溅→圆弧端打磨后上色→实施超声锤击处理→锤击检查
锤击部位为焊道之间内凹部位及其两侧焊趾,注意端部圆弧部位锤击区域应沿中间焊缝锤击区域连续均匀过渡并外延10 mm,如图3.3-1所示。
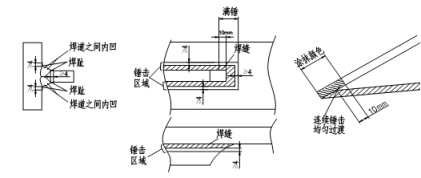
图3.3-1 超声锤击部位
锤击枪角度根据锤击部位不同,分别将锤头对准焊趾线、焊道间内凹沟槽线、端部板厚方向涂抹颜色部位。锤头与水平板面夹角为60°~70°。
锤击速度和锤击方法:锤头沿着焊趾或焊道移动最佳线速度每分钟约0.5~1米,匀速进行,每段往复处理4~5遍。对焊缝端头板厚方向无法沿着焊趾或焊道锤击的部位,应顺着钢板正反面焊趾起源处对侧面涂抹颜色部位进行平行往复满锤,锤击遍数4~5遍。
锤坑深度:锤击后锤坑深度0.1~0.2 mm,两侧焊趾和焊道间锤坑宽度≥4 mm,焊趾处锤坑示意见图。
6结语
综上所述,为解决成都东一线跨绛溪河大桥异形钢管网壳拱结构体系中关键相贯节点全熔透一级焊缝且具有极高疲劳性能要求的难题。在加工制造过程中采用智能化数控五维相贯线切割机进行相贯线的高精度切割,采用先内焊清根再外焊的相贯焊接工艺,最后采用超声锤击工艺消除焊缝残余应力。焊接过程中通过控制起落弧的位置避开应力集中位置,通过超声锤击部位的选择、超声锤击角度等工艺措施有效消除了焊缝残余应力,确保了相贯焊缝的抗疲劳性能。通过该桥关键节点构件圆满完成,证明其技术路线是成功的,可以为后续同类工程提供借鉴。
作者简介
沈榆岚(1990-),男,工程师,主要从事市政工程技术管理工作。联系方式:18030786189; E-mail:270069758@qq.com。
肖 浪(1996-),男,助理工程师,主要从事市政工程技术管理工作。联系电话:18781572267;E-mail:1194712829@qq.com。
伍易龙(1988-),男,工程师,主要从事市政工程技术管理工作。联系方式:18483641825;E-mail:312281895@qq.com。
牟 鹏(1997-),男,助理工程师,主要从事市政工程技术管理工作。联系方式:15181685414; E-mail:940246814@qq.com。
宗宁雯,江苏沪宁钢机股份有限公司。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



