中车兰州机车有限公司 甘肃 兰州730070
【摘要】随着我国铁路机车的高速发展,对机车静液压系统的质量要求也越来越高。本文通过对内燃机本静液压管路在机车检修及运行过程暴露出来的一些特殊问题进行分析,汲取经验教训,并结合现场实际情况进行研究改进,制定防控措施,对提高铁路机本安全运行水平及容户满意度都具有十分重要的意义。
【关健词】静液压系统:静液压管路:防控措施
0.前言
根据近几个月厂外各局段对静液压管路反馈的信息以及结合入厂车静液压管路的检修发现,静液压管路主要存在以下几个问题:①高压软管出现爆裂或拉伸现象②静液压管路漏油及管路捌劲现象③静液压管内壁接头处有焊渣、接头体球窝处有焊伤等现象。
1.分析论述
1.1静液压传动系统原理介绍
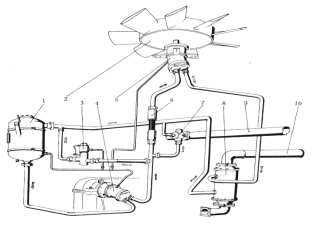 内燃机车辅助传动装置主要驱动一些不能由柴油机直接驱动的辅助机械及电气设备。这里只表示一个冷却风扇的传动系统,其原理如图1所示。当柴油机运转时,柴油机经传动轴带动静液压变速箱,静液压变速箱主轴的主动齿轮带动两侧的从动齿轮,从动齿轮轴为空心花键套,静液压泵的主轴花键轴直接插入静液压变速箱从动花键套内,这样就带动静液压泵旋转。静液压泵从静液压油箱中吸入油,通过静液压泵增压后通过管道送至静液压马达,马达在压力油的作用下,旋转即带动安装在马达主轴上的冷却风扇旋转工作。通过马达放出能量的工作油,从回油管流回静液压油箱。在此静液压系统中,功率是通过封闭回路内的受压液体来传递和控制的。所以,对静液压系统静液压油的清洁度及各静压管路的质量要求极其严格。
内燃机车辅助传动装置主要驱动一些不能由柴油机直接驱动的辅助机械及电气设备。这里只表示一个冷却风扇的传动系统,其原理如图1所示。当柴油机运转时,柴油机经传动轴带动静液压变速箱,静液压变速箱主轴的主动齿轮带动两侧的从动齿轮,从动齿轮轴为空心花键套,静液压泵的主轴花键轴直接插入静液压变速箱从动花键套内,这样就带动静液压泵旋转。静液压泵从静液压油箱中吸入油,通过静液压泵增压后通过管道送至静液压马达,马达在压力油的作用下,旋转即带动安装在马达主轴上的冷却风扇旋转工作。通过马达放出能量的工作油,从回油管流回静液压油箱。在此静液压系统中,功率是通过封闭回路内的受压液体来传递和控制的。所以,对静液压系统静液压油的清洁度及各静压管路的质量要求极其严格。
图1静液压传动系统
1一静液压油箱:2-冷却风扇:3-安全阀:4一静液压泵:5-静液压马达:6-高压软管:7-温度控制阀:8-静液压油热交换器:9-机油管或冷却水管:10-冷却水管

 1.2 对静液压管路出现的特殊问题进行实例分析
1.2 对静液压管路出现的特殊问题进行实例分析
由于静液压系统传递的功率较大,所以保证静液压管路高质量和良好的清洁度是静液压系统正常运行的基础。配属乌局的DF8B 5060机车,2018年12月份在我公司大修后,2019年4月接到段方反馈,静液压油管崩裂,造成机破。经分析应该是管件与接头体焊接处有裂纹所致。2019年3月.我公司检修的DFIODDB型机车在电阻站进行启机试验时发生高压胶管爆裂,事后经公司各相关部门分析鉴定发现,该高压胶管为新购件,其标注打压试验承受4Mpa压力,远远小于该机车静压管路所规定的30Mpa压力。2019年4月,我公司按照乌局对静液压管路检修标准进行管路焊接时,由于防护不到位,导致部分管子内壁依附大量焊渣无法彻底清除,接头体焊伤,造成管子报废,如图2所示,严重影响公司机车检修进度。技术人员在对部分管路进行工艺轮检时发现,管接头焊接处有焊渣,清洁不够彻底,管路组装有捌劲现象,如图3所示,这些问题在一定程度上都将会严重影响到机车的正常运行。综上所述,为了避免此类事故的再次发生,制
定了以下一些防控措施。
图2 图3
1.3 防控措施
1.3.1 静液压管路检修卡控
在大、中修时,管路须进行解体、清洗、保持管道畅通,打压试验,加强对管路焊接部位的检查,对应急处理的堆焊、焊层疏松者及未按要求焊接的管路清除后重新焊接或更换管路。
1.3.2 新购高压管路严格检查其材质及性能
对与采购的静液压管路,需每批次进行材质检验、壁厚检测,静液压管路材质及标准如表一所示,入库须严格检查。对于新购件高压胶管,要严格检查其标识处的生产日期,压力值等参数,DF4系列、DF5型机车胶管压力标准值为不小于2OMPa,DF8B型机车胶管压力标准值不小于30MPa;对静液压胶管组装后检查不得有裂纹、拉伸、剥离等现象,胶管和管卡不许有相对位移。
表一 静液压管路材质及标准
车型 | 图纸 | 名称 | 材质 | 备注 |
DF4B | DLJ6-06-04-000-1 | 静液压系统 | 无缝钢管拔10 | |
DF4C、DF4D | 106F500000 | 静液压系统 | 无缝钢管拔10 | |
DF5 | SFJ12-33-00-000 | 静液压系统 | 无缝钢管拔10 | |
DF8B | QSJ11-4200-000 | 静液压系统 | 无缝钢管拔20 | 按原理图执行 |
1.3.3 新制管路须严格按照设计和有关工艺要求进行
在确保材质符合要求的情况下,煨管时要严格控制弯曲半径,防止弯曲处管径严重失圆,避免高压液体在某处产生附加冲击,影响系统可靠性;管路焊接时
 不许对焊,管件与各种无缝接头体镶入量不得小于5mm,采用气体保护焊,进行双面焊接,内壁焊接时,在焊接处以下部位涂抹焊渣清除剂并填充石棉布,接头体球窝处涂抹焊渣清除剂,并用球面防护罩防护,如图4所示,避免焊渣依附在管内壁及焊伤接头体,对新焊完的管路进行200~350℃加热并用石棉布包起保温半小时以上,进行缓冷,改善效果如图5所示。
不许对焊,管件与各种无缝接头体镶入量不得小于5mm,采用气体保护焊,进行双面焊接,内壁焊接时,在焊接处以下部位涂抹焊渣清除剂并填充石棉布,接头体球窝处涂抹焊渣清除剂,并用球面防护罩防护,如图4所示,避免焊渣依附在管内壁及焊伤接头体,对新焊完的管路进行200~350℃加热并用石棉布包起保温半小时以上,进行缓冷,改善效果如图5所示。
图4 图5
1.3.4 静液压管路组装卡控
在组装静液压管路工序之前,需对上工序检修好的管路各管口进行防护,确保管内清洁。管路接头之间对接组装时,严格控制管路组装同心度,组装无接磨、捌劲,确保管内壁受力均匀,消除附加应力。严格把控预紧力,接头紧余量不小于2mm,确保接头紧密接触,管卡紧固良好,防护胶皮无破损。
2.结论
内燃机车静液压管路出现的问题有很多种,本文主要对近期场内外静液压管路出现的特殊重点问题进行原因分析,并制定了防控措施,通过上述防控措施,将极大的减少了内燃机车静液压管路出现组装质量问题的可能性。
参考文献
[1].聂清立.内燃机车大修规程汇编.中国铁道出版社2011年10月
[2].刘达德.东风4B型内燃机车结构原理检修.中国铁道出版社2008年12月

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



