1.小鹏汽车华中(武汉)有限公司压铸厂
2.广州小鹏汽车科技有限公司压铸工艺组
摘要:新能源汽车在中国快速发展离不开续航里程的持续提升,其中一体化压铸在车身轻量化的运用越来越广泛,但铝合金原材料的高昂的价值制约一体压铸的应用,提升铝合金回炉料使用比例,消除原材料浪费提升材料利用率从而降低成本成为各大压铸企业探索的方向,本文研究了热处理铝合金在不同回炉料比例的情况下的质量表现。
关键词:免热处理,铝合金,一体化压铸,回炉料,质量
Study on The Influence of The Proportion of Recharging Material Used in A Non-heat Treatment Aluminum Alloy on The Quality of Integrated Die Casting Products
Pan Fei1 ,Leng Shibing2
Abstract: The rapid development of new energy vehicles in China is inseparable from the continuous improvement of driving range, among which the application of integrated die casting in the lightweight body is more and more extensive, but the high value of aluminum alloy raw materials restricts the application of integrated die casting, improving the proportion of aluminum alloy return charge, eliminating raw material waste, improving material utilization and reducing costs has become the direction of exploration of major die casting enterprises. In this paper, the quality behavior of heat-treated aluminum alloy under different recharging ratio is studied.
Key words: Heat Treatment Free, Aluminum Alloy, Integrated Die Casting, Return Charge, Quality
随着新能源汽车在国内汽车销量的占比不断升高,各大车企对于新能源汽车的研发投入逐年增加,解决轻量化[1]增加电池动车续航成为大家研究的核心,2020年特斯拉率先推出一体化压铸后地板工艺,地板重量减轻10%[2],同时极大的简化制造工艺,提升整车强度,国内车企纷纷跟进。小鹏G6、X9采用前后地板一体化压铸;极氪009、极氪新款001采用后地板一体化压铸;小米SU7采用后地板一体化压铸;问界M9采用后地板一体化压铸;理想MEGA采用后地板一体化压铸等。一体化压铸零件采用免热处理铝合金可改善铸件的质量,提升合金的力学性能,且节约能源,减少碳排放,使车身结构件在成本和性能方面具有较大的优势[3],比如特斯拉采用的BFA、小米采用的泰坦合金、小鹏采用的C611和JDA1b等都是免热处理铝合金材料。
一体化压铸零件大多使用在汽车底板上,由于底盘关乎乘客安全,固对于一体压铸地板零件的质量要求比一般压铸件更加严格。大多数企业通过光谱仪(如图一)检测铝锭及铝液的化学成分,通过K模(如图二)检测铝液含渣量,通过密度当量仪(如图三)测量铝液的密度当量,通过X光(如图四)机检测零件内部质量,通过拉力机(如图五)测量零件机械性能,通过台架(如图六)检测零件压溃剂耐久,通过多维度质量控制确保零件质量满足设计要求。



图一 光谱仪 图二 K模模具 图三密度当量仪



图四 X光机 图五 拉力机 图六 台架
压铸过程中会产生不合格产品、生产边角料、油污废料、铝灰铝渣等废铝材料,这些废铝需妥善分类管理、回收利用或变卖,以提高铝材利用率,降低制造成本。回炉废料益处:提高厂内铝材利用率,减少委外处理的成本损失,降低综合制造成本。如变卖给供应商,1级废料加工费5元/kg、2级废料加工费5.26元/kg估算,自身回收成本约1.36元/kg。每吨差价分别为:3,638元/3,901元。但可能存在问题:废铝分类管理和回炉比例需要严格管控,铝汤除渣除气操作需严格规范,避免产品质量波动,影响整车性能;因此,回炉比例需要进行多种试验验证,确保品质稳定可靠。回收料中的杂质控制要点-Fe,烧损元素控制Mg,Sr,Ti,La,Ce。例如小鹏汽车某车型的前地板一体压铸件浇道+渣包占比浇筑量的40%,再加上热模件及报废件,回炉料如若不能回炉将增加大量成本,固对回炉料使用不同比例的产品性能进行验证研究迫在眉睫。
对小鹏汽车前舱一体压铸件使用免热处理铝合金不同回炉料比例进行零件验证,验证方案如表1所示,由100%回炉料到50%回炉料,回炉料比例每增加10%设置一组实验验证。
表1 不同回炉料比例验证方案
投料比例 (铝锭:回炉料) | A.机械性能测试 (件) | B.X向压溃台架 (件) | C.Z向压溃台架 (件) | D.耐久台架 (件) |
0:10 | 2 | 2 | 2 | 1 |
1:9 | 2 | 2 | 2 | 1 |
2:8 | 2 | 2 | 2 | 1 |
3:7 | 2 | 2 | 2 | 1 |
4:6 | 2 | 2 | 2 | 1 |
5:5 | 2 | 2 | 2 | 1 |
对验证过程中铝液成分进行测试跟踪(如图七),与量产铝液成分进行对比如图七所示均在满足要求且波动较小。

图七 不同回炉料比例铝液成分
对6组不同回炉料比例生产合格零件进行机械性能测试结果如表3、表4、表5,屈服强度、抗拉强度、延伸率测试结果均满足设计标准且未出现较明显波动,如表2所示。
表2 机械性能结果比较
检测项 | 屈服强度 | 抗拉强度 | 延伸率 |
组间比较 | 基本在5MPa以内,L12*在15MPa。 与回炉料比例无显著关联 | 基本在10MPa以内,R1在25MPa。 与回炉料比例无显著关联 | 基本在3%以内,L2*、R1、L7*、L12*在6%。 与回炉料比例无显著关联 |
与标准比较 (*为SOP取样位置) | 全部合格,与回炉料比例无明显关联 | 全部合格,与回炉料比例无明显关联 | 整体基本合格,与回炉料比例无明显关联 |
表3 不同回炉料比例屈服强度

表4 不同回炉料比例抗拉强度

表5 不同回炉料比例延伸率
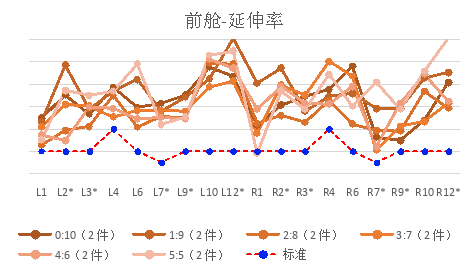
由以上验证数据可得出此种免热处理铝合金生产的一体化压铸前机舱零件机械性能与回炉料比例无明显趋势性关联。
X向台架实验时验证标准入力下位移量,5:5投料比的左右位移量差别较大,如表6所示,其他组别较为接近,个别样件因个体差异而波动,与回炉料比例无显著关联。Z向台架个别位移有一定波动,但整体组别较为接近,与回炉料多少无显著关联。
表6 X向台架数据
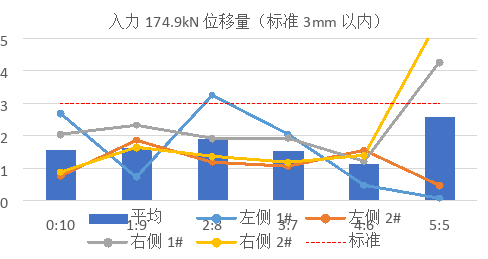
表7 Z向台架数据

耐久实验中按照标准进行15万次的振动,所有样本均未出现开裂失效情况,耐久实验结果皆合格,与回炉料比例无明显关联。
通过对此种免热处理铝合金材料进行不同比例的回炉料生产的前机舱一体化压铸零件进行机械性能测试、X向和Z向台架、耐久实验得出结论:零件的性能未随回炉料的比例变化而产生波动,在生产过程中可根据自身产生的回炉料的量灵活配比,增加打渣频次、监控铝液成分,从而在保证一体压铸零件质量的同时大大降低材料成本,有利于一体化压铸行业的发展。
参考文献
[1]樊振中,袁文全,王端志,董春雨,杨欢,陈军洲.压铸铝合金研究现状与未来发展趋势[J].压力铸造,2020年 第2期/第69卷:159-166.
[2]李先洲.铝合金一体化压铸技术[J].汽车工艺与材料,2023年第7期:17-21.
[3]罗婷瑞,樊振中,胡惠翔,王俊虎,田艳中.新能源汽车用一体化压铸铝合金研究现状与发展趋势[J].特种铸造及有色合金,Nov.2023 Vol.43 No.11:1472-1477.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



