厦门烟草工业有限责任公司 福建省厦门市 361000
摘要:上海烟草机械有限公司生产的ZB416A型中支宽版包装设备在厦烟公司投入使用的过程中,表现出商标纸盒盖内折翼折叠不良、弹开、倒插等现象。对此,展开研究和采取措施,通过设计安装支撑导轨从根本上解决了商标纸盒盖内折翼弹开的问题。应用效果显著,有效减少了次品的产生,对后续同类型设备的推广具有良好借鉴意义。
关键词:ZB416A;商标纸;烟盒盖内折翼弹开;
随着中支产品流行度增加,对产能的要求也越来越高,为此,公司引进国产设备ZB416A用于生产宽版规格中支产品。该机型属于上海烟草机械有限公司设计的新产品,市场应用时间较短,存在一些辅料上机适应性问题。
1、问题现状
烟草硬盒是由一整张商标纸盒片折叠而成,盒盖内折翼的用处在于1.折叠形成顿边缘防止划伤手;2.折叠后在内部形成卡槽,与卡纸上的小突耳嵌合起到关闭盒盖的作用;
在小盒商标折叠过程中,容易出现盒盖内折翼折叠不良弹开,导致翻出或倒插入卡纸等现象。
2、原因分析
(一)可能的原因
商标材料的水分和挺度对上胶和折叠影响较大,所用的商标纸材料标准一致,区别在于模切尺寸不同。如图1,宽版牌号与常规牌号相比,内折翼A的长度更大,相同的折叠角度会有更大的回弹量。


图1 盒盖内折翼倒插缺陷样
从经验角度出发,盒盖内折翼弹开通常是由于上胶不良导致的,如图3所示商标纸经过商标纸第一鼓轮吸取,转移到第二鼓轮上与上胶轮接触,胶轮上的胶水转移到商标纸上。内折翼经过折叠,两个商标纸内表面通过胶水点贴合在一起。如上胶效果不好经常会引起弹开现象。
从设备角度出发,次品发生在五号折叠轮,如图4,五号轮逆时针转动实现商标纸的折叠成型,盒盖内折翼A在经过折叠后与烟包一起汇合进入五号轮第一工位,后续工位由于折叠后的折翼缺乏支撑,在高速运动下可能会导致胶水无法干透而弹开。


图4 商标纸折叠路径
(二)原因排查
经过多次取样检查,量取上胶轮与第二鼓轮间隙0.25mm符合设备工艺要求0.3mm以内的标准。查看胶水点完好,且清除附着的胶垢后仍然会出现弹开现象,因此排除上胶设备导致的故障。
GDX6使用的胶水与不同,与GDX2宽版牌号相同均为P8086,于2023年3月4日夜班更换胶水进行测试,结果如下:
表1 不同胶水盒盖内折翼不良率对比
时间 | 生产数量 | 盒盖内折翼折叠不良数量 | 不良率% | |
P8086 | GDX6 | |||
3月2日早班 | 187501 | 167 | / | 0.09% |
3月2日夜班 | 204079 | 185 | / | 0.09% |
3月3日早班 | 184033 | 151 | / | 0.08% |
3月3日夜班 | 192505 | 156 | / | 0.08% |
3月4日早班 | 198561 | 181 | / | 0.09% |
3月4日夜班 | 196030 | / | 198 | 0.10% |
3月5日早班 | 190482 | / | 213 | 0.11% |
3月5日夜班 | 184397 | / | 275 | 0.15% |
3月6日早班 | 199525 | / | 253 | 0.13% |
3月6日夜班 | 202598 | / | 196 | 0.10% |
根据上表数据可知,原机使用的胶水配比已经过适应性调整,使用效果优于GDX6普通规格商标所用的胶水。
因此与折翼折叠器和五轮活动半环有关。对比ZB416A和GDX6的五号轮,差别主要体现在规格的不同上,整体形状变化不大。中支宽版与普通规格的盒盖折翼区别如图,存在长度差异,实际测量发现折翼折叠器对折翼的压实量存在差异,中支宽版商标纸盒盖内折翼在自然状态下回弹较普通商标纸折翼要多。
3、改进措施
设计加工一个半环形伴随轨道,安装在五轮环形轨道外侧,在盒盖内折翼下方增加支撑,如图6。加装伴随轨道后进行测试,2023年4月至7月,班均弹开次数在1次以下,应用成效显著,已基本解决盒盖内折翼弹开、倒插等问题。
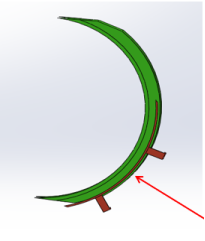

图6 加装伴随轨道
4、结论
通过增加五轮商标折叠伴随导轨实现了商标纸内折翼的稳定折叠,该改进对后续同类型设备的推广具有较大的借鉴意义。
参考文献
[1]《GDX6硬盒包装机》编写组.GDX6硬盒包装机[M].河南科学技术出版社,2014,12.
[2]陆宁、樊江玲.机械原理[M].清华大学出版社,2012,7.
[3]李建功.机械设计(第5版)[M].机械工业出版社,2018,9.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



