马鞍山钢铁股份有限公司 安徽马鞍山 243000
作者简介:林圣(1988.1-),男,汉族,大学本科,安徽省马鞍山市;职称:助理工程师;主要研究方向:材料学
摘要:针对高强度冷镦钢SCM435螺栓冷镦开裂的质量问题,对螺栓冷镦开裂的试样进行宏观分析、金相检测、扫描电镜进行分析。发现开裂位置螺栓杆部未见明显缺陷,不是原料表面缺陷导致的冷镦开裂,是球化退火工艺不当导致的表面脱碳引起的晶间裂纹,导致冷镦大变形产生裂纹。
关键词:SCM435冷镦钢;冷镦开裂;晶间裂纹
Analysis on the Causes of High Strength Cold Heading Steel SCM435 Bolt
Ling Sheng1
(Maanshan Iron & Steel Co.Ltd., Maanshan 243000, China)
Abstract: Aiming at the quality problem of cold heading cracking of high-strength cold heading steel SCM435 bolts, macroscopic analysis, metallographic inspection, and scanning electron microscopy are carried out on the samples of bolt cold heading cracking. It was found that there were no obvious defects in the bolt shaft at the cracking location. It was not the cold heading cracking caused by the surface defects of the raw material, but the intergranular cracks caused by the surface decarburization caused by the improper spheroidizing annealing process, which caused the cold heading to deform and produce cracks.
Key words: SCM435 cold heading steel; cold heading cracking; intergranular cracks
1 前言
冷镦钢作为通用基础件,量大面广、品种繁杂,应用领域几乎涉及到国民经济所有领域[1]。近年来随着汽车行业的发展,高强度冷镦钢的需要越来越大,对产品质量要求也越来越高。SCM435合金冷镦钢为最常用的高强钢紧固件用钢[2-3],国内某公司使用其打制法兰面螺栓时,出现螺栓法兰面开裂的问题,对开裂螺栓进行检测,分析开裂原因,并提出改善措施。
1 生产工艺
高强度冷镦钢SCM435的生产工艺流程如下:电炉冶炼→LF 炉精炼→RH真空脱气→连铸→方坯轧制→方坯验收→方坯加热→高线轧制→斯太尔摩控冷→散卷收集→盘卷表面质量检测→包装打捆→称质量入库。该钢种的化学成分见表1。
表1 SCM435的化学成分(质量分数,wt%)
Table2 Chemical compositions of MFT9(mass fraction/%)
牌号 | C | Si | Mn | P | S | Cr | Mo |
SCM435 | 0.33~ 0.38 | 0.15~ 0.35 | 0.60~ 0.90 | ≤ 0.025 | ≤ 0.025 | 0.90~ 1.20 | 0.15~ 0.30 |
2 检测过程
2.1 宏观形貌
经肉眼观察,打制的法兰面螺栓法兰面一圈存在深浅不等的数十道裂纹,对应的螺杆未见明显缺陷。法兰螺栓加工工艺为:酸洗磷化→第一次拉拔→球化退火→第二次拉拔→冷镦法兰螺栓。
![说明: C:\Users\Administrator\AppData\Roaming\Tencent\Users\729095277\TIM\WinTemp\RichOle\`J@H]`@5}`%5PJ3XSSP0V_W.png](/convert/2024-06-13/word_171826967054975298.001.png)
图1 螺栓宏观形貌
2.2 金相检测
选取开裂程度较为严重的螺栓对应杆部横截面进行金相检测,螺杆基体组织为铁素体+粒状珠光体,试样表面可见大量晶间微裂纹,且裂纹位置存在脱碳。同时对应的线材原料进行分析,表面局部有凹坑缺陷,最深0.02mm,未见其他明显缺陷,见图2和图3。


100X 500X
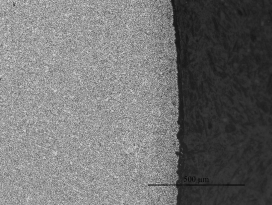

100X 500X
图2 开裂螺栓杆部金相照片


100X
图3 线材原料表面金相照片
2.3 电镜能谱分析
对螺栓杆部表面进行扫描电镜分析,发现所有试样圆周表面上均有清晰可见的晶间显微裂纹,且裂纹处存在Cr元素富集,Cr含量7.08%-13.82%。




3 原因分析
金相检测原料表面未见明显异常,由此推测不是原材料表面缺陷造成的冷镦开裂,但螺杆存在表面晶间裂纹,且存在Cr元素富集现象。产生原因为材料进行退火时,由于工艺不当,导致材料表面脱碳,钢中的Cr元素主要以铬的碳化物形式存在,在脱碳层区,由于碳的缺失,Cr是向铁素体晶界富集,在晶界处形成脆相区,在后续加工过程中,形成晶界显微裂纹。而法兰面螺栓因为冷镦变形量很大,部分晶间显微裂纹张开并扩展,导致螺栓法兰面发展成肉眼可见的裂纹和大裂纹。
4 结论
(1)螺栓冷镦开裂的主要原因为退火工艺不当,导致材料表面脱碳,Cr元素向铁素体晶界富集,在晶界处形成脆相区,在后续拉拔加工过程中,形成晶界显微裂纹。
(2)法兰面螺栓的法兰面处变形量大,晶间显微裂纹张开并扩展,导致螺栓法兰面发展成肉眼可见的裂纹和大裂纹。针对退火工艺不当的问题,优化退火时间和退火温度,减轻表面脱碳问题由此带来的裂纹。
参考文献
[1]王扬发, 农之江, 吴德兴. SWRCH22A 螺栓冷镦开裂原因分析及改善措施[J]. 山西冶金. 2019, 4: 146-147
[2]邱木生, 邝霜, 滕华湘, 祭程. 球化退火对SCM43钢组织和力学性能的影响[J]. 热加工工艺. 2019, 48(2): 234-239
[3]彭进明, 葛太安. 冷镦钢线材质量异议原因分析[J]. 轧钢. 2009, 26(6): 67-70

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2025 期刊网(www.qikanchina.com) 琼ICP备2021005105号



