(中车洛阳机车有限公司 河南洛阳 471002)
摘 要:本文通过对HXD1B、HXD1C、HXD1D型机车构架制动吊挂座结构进行了分析,设计了一种制动夹钳吊挂座衬套安装工装,通过该制动夹钳吊挂座衬套安装工装,对吊挂座衬套更换,使吊挂座在更换衬套的过程中始终处于内应力状态,并且该工装具有定位精度高,有效防止外力引起的变形,极大程度上提高了吊挂座衬套更换的精度。
关键词:制动吊挂座;衬套安装工装;设计;应用
1 问题的提出
HXD1B、HXD1C、HXD1D型机车制动夹钳与构架通过制动夹钳吊挂座连接,吊挂座的两个吊耳孔内安装有衬套通过过盈配合连接,吊挂座的衬套安装时,使用铁锤将衬套敲入吊挂座的吊耳孔中,经常引起吊挂座的变形,造成平行度和垂直度超差,因此,控制衬套安装过程中吊挂座的变形至关重要。
2 和谐型机车构架制动吊挂座结构分析
2.1 构架制动吊挂座结构图纸分析
根据图1构架吊挂座主视图、构架吊挂座侧视图所示,和谐型机车构架制动吊挂座是分布在构架横梁、端梁、侧梁上,各吊挂座均处于空间对称式开放结构,底边与构架横梁、端梁、侧梁焊接。图纸设计要求两制动器座安装孔的垂直度不大于1mm、平行度不大于1mm。

图1 构架制动吊挂座结构图
2.2 制动吊挂座衬套更新工艺分析
根据制动吊挂座衬套更换工艺要求,衬套更换时,使用铁锤将衬套敲入吊挂座的吊耳孔中,经常引起吊挂座的变形,由于构架与制动夹钳吊挂座连接的位置度尺寸要求较高,外力易造成制动夹钳吊挂座发生变形,无工装辅助时,垂直度、平行度均超出1mm的要求,需进行尺寸调校。
2.3 设计思路
为了控制和谐机车衬套安装过程中吊挂座的变形,提出一种制动夹钳吊挂座衬套安装工装,该安装工装梯形框架、调整螺母、安装销组成,通过调整螺母和调整螺栓配合液压千斤顶和衬套安装销将衬套缓缓压入到吊挂座的吊耳孔中,避免了使用铁锤将衬套敲入吊耳孔时引起的变形。
2.4 设计方案
设计一种制动夹钳吊挂座衬套安装工装,包括安装框架、液压千斤顶和衬套安装销;底座、筋板、定位螺母、套筒构成梯形框架结构;定位螺母分别设置在两根筋板的正下方,调整螺母设置在竖直的底座外端面的中心,通过焊接固定在底座端面上;衬套安装销为阶梯形轴销,轴销的两端分别设置有两段螺纹轴,左侧的阶梯轴左端部设置有一阶梯凸台。设计方案如图3所示,图中标记:1、底座,2、筋板,3、定位螺母,4、套筒,5、调整螺栓,6、调整螺母。
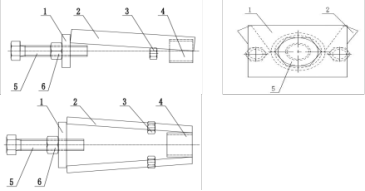
图2 构架吊挂座衬套安装工装图
套筒的孔径大于吊挂座的吊耳孔孔径,套筒的中心孔与底座的中心孔在同一轴线上。定位螺母通过螺栓将吊挂座固定在两筋板之间,并且使吊挂座右侧的吊耳紧靠套筒的左端面,保证吊挂座的吊耳孔中心与底座中心孔和套筒中心孔在一条轴线上。衬套安装销一端螺纹轴的外径小于套筒的孔径,紧挨此段螺纹轴的阶梯轴轴径与吊挂座的衬套内径相匹配,二者间隙配合,配合液压千斤顶使用。安装衬套时示意图如图3,图中标记:7、液压千斤顶,8、吊挂座,9、衬套,10、衬套安装销。

图3 衬套安装示意图
2.5 具体实施
工装使用时,先将吊挂座放置在两条筋板之间的空挡,吊挂座右侧的吊耳紧靠套筒的左端面,通过螺栓将其固定在两条筋板下方的定位螺母上,接着先安装吊挂座右侧吊耳孔的衬套,将衬套套进衬套安装销右侧的阶梯轴上,然后放入梯形框架的内档,衬套安装销右侧的螺纹轴伸入吊挂座左侧的吊耳孔中,将液压千斤顶连接在衬套安装销左侧的螺纹轴上,根据衬套的长度,通过调整螺栓调整好液压千斤顶的位置,启动液压千斤顶,液压千斤顶的活塞杆推动衬套安装销缓缓进入吊挂座的吊耳孔中,直至衬套安装销上的阶梯凸台贴紧吊挂座的左侧吊耳端面,衬套全部压进入吊挂座右侧的吊耳孔中,然后将衬套安装销全部退出,再安装吊挂座左侧的吊耳孔衬套,将衬套装入衬套安装销右侧的阶梯轴上,重复上述操作,直至衬套全部压进吊挂座左侧的吊耳孔中。当需要将衬套卸出吊挂座时,衬套安装销将对准吊挂座左侧吊耳孔中的衬套,启动液压千斤顶,衬套安装销左侧的阶梯轴先压着衬套缓缓退出,衬套取出后,重复以上操作,再次将右侧吊耳孔中的衬套缓缓退出。
3 实施效果
该工装经过现场实施验证,实现了吊挂座的衬套顺利装入和退出,减少了吊挂座的变形,保证了构架吊挂座的垂直度、平行度均在1mm范围内,提高了制动夹钳吊挂座的装配质量,取得了良好的效果。
本工装的有益效果是:该工装具有体积小、重量轻,占用空间小的特点,结构简单、操作便捷,避免了使用铁锤将衬套敲入吊挂座而引起的变形,保证了机车构架吊挂座安装的垂直度和平行度要求,提高了制动夹钳吊挂座的装配质量。
参考文献
[1] 王纯祥.焊接工装夹具设计及应用[M].化学工业出版社:王纯祥,2014.01.01.
[2]《和谐型交流传动机车技术从书》编委会.HXD1B型电力机车.中国铁道出版社,2019.
[3]《和谐型交流传动机车技术从书》编委会.HXD1C型电力机车.中国铁道出版社,2019.
[4]《和谐型交流传动机车技术从书》编委会.HXD1D型电力机车.中国铁道出版社,2021.
[5]中国国家铁路集团有限公司,HXD1B型电力机车检修技术规程(C6批量试修),中国铁道出版社,2021.
[6]中国国家铁路集团有限公司,HXD1C型电力机车检修技术规程(C6修),中国铁道出版社,2021.
[7]中国国家铁路集团有限公司,HXD1D型电力机车检修技术规程(C6修),中国铁道出版社,2021.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



