(1.广东科技学院机电工程学院,广东 东莞 523083;2.立夏科技有限公司,广东 东莞 523000;)
摘 要:石墨材料以其卓越的热传导性、耐高温性、耐腐蚀性、低热膨胀系数以及优异的热稳定性,在石墨模具制造及航空航天产品的成型与脱模过程中展现出无可比拟的优势。然而,石墨材料的固有物理特性—脆性和硬度,给加工过程带来了极大的挑战,不仅难以确保加工精度和质量,而且在加工过程中会产生大量粉尘。针对这些技术难题,本文进行了深入的研究,特别是在石墨模具加工的难点分析和切削参数的优化方面。通过测试和验证,成功开发出一种能够实现高精度制造的新方法。详细探讨了石墨模具加工领域的实际应用,通过加工工艺的测试,显著提升了石墨模具的制造精度和质量。
关 键 词: 石墨模具;研究背景;工艺参数;材料特性
1石墨模具制造现状
石墨材料由于其脆和硬的特性,并且在加工过程中会产生大量粉尘。针对这两大挑战,以下是常见的应对措施:
①机床总体结构设计以T型床身为基础,立柱布置成金字塔梯形状,目的是提高机床的抗振性能。 同时,工作台采用十字拖板的运动方式,使机床具备更好的稳定性和抗振能力。
②重要部件采用高强度铸铁工艺来制造,这样可以增强机床的抗震性和强度。 高强度铸铁件能够有效地消除加工振动和应力,提高机床的稳定性。
③为了减少主轴在切削过程中受到切削力引起的振动,影响工件的加工精度和表面质量,选择了主轴与电机直接连接的形式。 该设计使得主轴和电机可以通过直接连接进行自动校正,当主轴和电机的动平衡状态不佳时,调整能够自动进行,从而保持相对稳定的加工精度。
1.1 处理粉尘污染
①良好的除尘装置:配备高效的除尘设备,如强力吸尘器,用于处理加工时产生的石墨粉尘。 这些设备能够有效地清除和收集粉尘,从而减少环境污染的风险。
②防止粉尘进入关键部件:设计合适的密封装置和过滤系统,以防止石墨粉尘进入机器、机床导轨和电气元件。这能够有效避免粉尘造成的电路短路和设备损坏问题。
③过滤技术和系统升级:不断改进过滤技术和系统,从而提高过滤精度和适应长期运作的要求。 这可以减少石墨粉尘的渗入和沉积,从而确保设备的精度、寿命和可靠性。
1.2 工艺过程
①粗加工留余量大:确保留出足够的余量可以增加被加工特征的强度。 这是为了防止半精加工后产生的精加工余量太少,导致被加工部分过薄而强度不足,并最终出现断裂的情况。
②顶面和侧面的加工顺序:在加工石墨模具的顶面和侧面时,切削力是与长度方向垂直的,因此很容易导致模具的断裂或拉丝。因此,顶面成型面和端面需要在侧面进行精加工之前进行先精加工。 这样做有两个目的:其一是在侧面精加工之前,模具的厚度较大,因此其强度较高,不易发生断裂或拉丝;其二是即使在边角存在小的开裂,它们也会在侧面的精加工过程中被去除,从而不会对最终的加工效果产生影响。
2 项目研究背景
针对石墨热弯模具加工出现“拉丝”问题(图1.图2.图3)所示,该现象无明显的分布规律且伴随着刀圈明暗纹出现,拉丝长度较长,可达整个平面长度深度较深,无法使用砂纸抛光解决。批量生产时,在外界环境变化较大的情况下,该现象时有出现,时有消失,无法准确判断该成因,影响较大。因此,需要研究设计一套高效、质量稳定精度高的石墨模具加工方案。
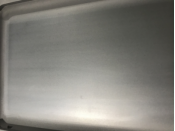
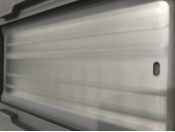
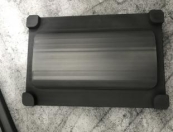
图1效果好 图2 效果较差 图3 效果很差
3问题模具的工艺参数及材料特性
3.1 工艺参数表(表1、表2):
表1 凸模
凸模工艺参数(两面弯) | |||||
刀 具 | 荷兰范霍恩金刚石涂层牛鼻刀(每套刀具加工3件模具) | ||||
材 料 | 石墨GF-LT-1 | ||||
工 序 | 余量(mm) | 刀具 | 转速(r/min) | 进给(mm/min) | 路径间距(mm) |
开 粗 | 0.1 | 平底10 | 10000 | 6000 | 7 |
半精加凸面 | 0.01 | 牛鼻4R0.2或6R0.3 | 16000 | 4000 | 0.12 |
平行截线精加0° | 0 | 牛鼻4R0.2 | 16000 | 3000 | 0.03(曲面)/0.06(平面) |
等高外形虎口 | 0 | 平底4 | 16000 | 6000 | |
粗加外侧平面 | 0.05 | 平底4 | 16000 | 2000 | 3 |
精加外侧平面 | 0 | 平底4 | 16000 | 2000 | 3 |
表2 凹模
凹模工艺参数(两面弯) | |||||
刀 具 | 荷兰范霍恩金刚石涂层牛鼻刀(每套刀具加工3件模具) | ||||
材 料 | 石墨GF-LT-1 | ||||
工 序 | 余量(mm) | 刀具 | 转速(r/min) | 进给(mm/min) | 路径间距(mm) |
开 粗 | 0.1 | 平底10 | 10000 | 6000 | 7 |
等高(圆弧除外的所有面) | 0 | 平底4 | 16000 | 6000 | 0.1 |
等高外形虎口 | 0 | 平底4 | 16000 | 6000 | |
粗加外侧平面 | 0.05 | 平底4 | 16000 | 2000 | 3 |
精加外侧平面 | 0 | 平底4 | 16000 | 2000 | 3 |
半精平面90° (平行截线) | 0.03 | 牛鼻6R0.3 | 16000 | 5000 | 0.3 |
半精平面0° | 0.005 | 牛鼻4R0.2 | 16000 | 4000 | 0.1 |
精加工平面 | 0 | 牛鼻4R0.2 | 16000 | 3000 | 0.03(曲面)/0.06(平面) |
3.2材料特性(表3 ):
表3 材料特性参数
特性 种类 | GF | GF-1 | GF-LT | GF-LT-1 | GF-XL | GF-XL-1 |
颗粒大小:um(uin) | <3(120) | <3(120) | <3(120) | <3(120) | <1(40) | <1(40) |
孔隙大小:um(uin) | 0.8(32) | 0.8(32) | 0.8(32) | 0.8(32) | 0.8(8) | 0.8(8) |
表观密度:g/cm³(lb/in³) | 1.74(0.063) | 1.74(0.063) | 1.77(0.064) | 1.77(0.064) | 1.74(0.063) | 1.74(0.063) |
耐压强度:MPa(psi) | 130(18800) | 130(18800) | 155(22500) | 155(22500) | 162(23500) | 162(23500) |
挠曲强度:MPa(psi) | 92(13350) | 92(13350) | 97(14150) | 97(14150) | 95(15250) | 95(15250) |
肖氏硬度: | 74 | 74 | 96 | 96 | 88 | 88 |
热膨胀系数:um/m℃(uin/in°F) | 8.1(4.5) | 8.1(4.5) | 8.5(4.7) | 8.5(4.7) | 8.1(4.5) | 8.1(4.5) |
导热性²:W/m-K(BTU-ft/hr/ft2°F) | 85(50) | 85(50) | 60(35) | 60(35) | 77(45) | 77(45) |
纯度:ppm | <3000 | <5 | <3000 | <5 | <3000 | <5 |
氧化阙值³:℃(°F) | 450(842) | 560(1040) | 470(878) | 580(1076) | 450(842) | 560(1040) |
测试内容及方案设计材料为GF-LT和GF-LT-1(表3)。该材质的硬度大,表观密度高,在加工过程中刀具的磨损比较严重,所以对刀具的要求较高,使用的均是金刚石涂层的刀具(表1,表2),每套刀具加工3件模具以保证尺寸精度,本次测试所使用的材质均为GF-LT-1。
4 车间环境
4.1 机床基础环境
车间地基由水泥浇灌,有良好的抗振性。同时重新打机床的地脚和水平,保证机床的加工精度以及机床的稳定性。调整后在生产中仍然出现拉丝情况。
4.2 振动
车间的振源主要来自制冷机、空压机、空调、集中吸尘设备的振动,在机床的周边振源使用手持振动仪进行相关测试,对机床加工没有影响。后续必要的情况下,对主轴进行振动分析。
4.3 温度
在吸尘机开启的情况下,车间的环境容易受到外界环境的干扰并且机床的气源与外界环境直接相通。是否由于温度变化而导致加工效果的不稳定,并产生拉丝现象。分析:
①在开启空调时,车间的温度能否达到稳定。
②机床加工时,内部的实际温度是否与受外界环境的干扰。
根据机床的分布位置,记录车间的3个位置,计6台机床的外部温度(图4),以及使用温度传感器监控1台机床内部的横梁、立柱、机床台面、机床灯、出风口、空气等温度变化(图5),测量出的温度变化图如下。
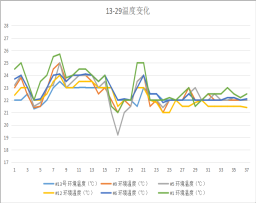
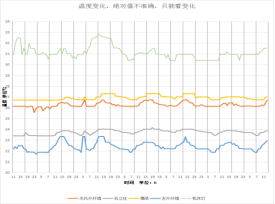
图4 机床外界温度变化 图5 #12号机床内部温度监控
结语
综上所述,对石墨热弯模具的精密制造进行了深入的研究。通过分析石墨材料的特性、热弯工艺的优化以及模具设计的精确性,揭示了提高模具制造精度和使用寿命的关键因素。研究结果表明,采用先进的制造技术和严格的质量控制流程,可以显著提升石墨热弯模具的性能。此外,还探讨了模具在使用过程中可能遇到的问题及其解决方案,为相关领域的工程师和技术人员提供了宝贵的参考。
参考文献
[1]彭浩舸,邓奕,谢骐.某塑料模具的石墨电极数控加工工艺[J].现代制造工程,2005(05):41-42.DOI:10.16731/j.cnki.1671-3133.2005.05.015.
[2]王坤,何建林,李志昌.汽车塑件注塑模具的石墨电极数控加工工艺[J].模具技术,2017(05):59-63.
[3]熊云虎,黄健.等静压石墨在3D热弯玻璃上的应用研究[J].炭素技术,2017,36(02):7-9.DOI:10.14078/j.cnki.1001-3741.2017.02.002.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



