贵州中烟工业有限责任公司贵定卷烟厂 贵州黔南 551300
摘要:松散回潮工序是卷烟生产第一个非物理加工工序,是将切片后的烟块进行增温增湿,提高烟片的耐加工性。增温过程是将蒸汽直接喷洒在物料上,通过出口温度进行控制,能更进一步提高松散效率, 减轻杂气、刺激性,改善细腻程度。
关键词:587规则 标偏
引言
松散回潮工序是烟草制丝生产线的初步阶段,其主要目的是通过加湿和加热使烟叶变得柔软、松散,便于后续的切丝、烘丝等工序。出口温度作为衡量这一工序加工强度的关键指标,直接影响烟叶对水分的吸收能力。适当的温度可以促进烟叶中的细胞壁软化,使水分更容易渗透进去,从而达到理想的回潮效果。如果温度过高,可能导致烟叶表面快速结壳,阻碍内部水分吸收;温度过低则可能回潮不足,影响后续工序,提高松散回潮出口温度稳定性尤为重要。
一、调查
1、整体情况:
在《卷烟工厂生产制造水平综合评价方法》(以下简称587)评价规则下,我厂2023年1-4月松散回潮出口温度标偏3个常规品牌月度均值分别为1.27℃、1.35℃、1.28℃、1.21℃,控制水平较差,在587评价规则下均处于四级水平。

2、批内调查
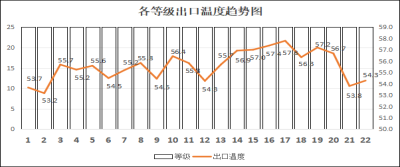
将B品牌出口温度按等级数量均分为22个片段,每个片段截取中间1/2数据求均值。
通过批内调查发现:整个批次出口温度差异较大,极差为4.62℃。其中第7和8、14和15等级相同,在等级相同时,出口温度差异较小,其中第7、8等级相差0.6℃,第14、15等级相差0.1℃。即在不同等级时出口温度相差较大,在等级相同时,出口温度差异较小。
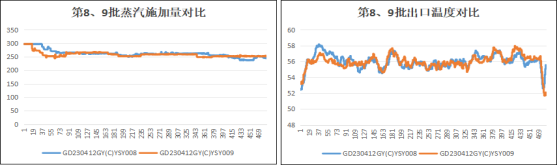
3、批间调查
选取A品牌品牌相邻批次008、009进行对比分析,发现两个批次蒸汽蒸汽施加量和出口温度趋势均高度吻合,即不同批次配方顺序和配方等级相同,各时间段内温度上升量基本相同。
二、测试验证
由于烟叶配方等级差异较大,吸热性不同,造成出口温度波动较大,根据前期调查,相同等级在蒸汽施加量相同的情况下,出口温度基本相同。随即提出实验方案,并对6月B品牌第7、11两个批次进行固定蒸汽施加测试,理论上两个批次出口温度波动情况应保持一至。

通过测试数据可以看出,两个批次在蒸汽施加一样的情况下,出口温度曲线基本重合。
三、措施及效果
在2023年7月对我厂连续生产3个品牌进行固定蒸汽施加试验,并通过试验结果将配方顺序按出口温度由高到底进行从新排序。2023年8-12月我厂松散回潮出口温度标准偏差均值由措施前的1.28℃提升至0.54℃,控制水平由四级水平提升至一级水平。
参考文献:
[1]朱文魁.基于入口介质温湿度控制的新型松散回潮控制模式性能评价
[I].工程科技,2011(11):258-263

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



