兰州石化公司 730060
摘要:
水平带式过滤机是在真空条件下,将料浆利用多孔性过滤介质进行固液分离的设备,广泛应用于石油、化工、制药、轻工、食品和水处理等部门。水平带式过滤机滤布跑偏现象造成滤液外漏,使物料堆积在滤盘上,无法吸滤,造成滤布打折、变形、破裂,还造成传动辊粘料,加速跑偏。严重地影响了水平带式过滤机的正常运行,造成了一定的经济损失。本文作者结合多年工作经验对滤布跑偏故障进行了分析,并制定了相应处理方法。
关键字:跑偏 故障分析 处理
一、水平带式过滤机滤布跑偏故障分析
水平带式过滤机滤布跑偏故障是过滤机出现故障最多的故障,经过很多年很多人的努力,效果仍不明显。最主要的原因是因为影响跑偏的因素比较多。影响跑偏的因素有:滤布方面的问题、机械方面的问题、工艺方面的问题等。
1.1滤布方面问题:
滤布是水平带式过滤机的关键部件,直接控制产品的过滤质量及效率。滤布方面的问题是滤布跑偏的最主要原因。影响滤布跑偏的故障有滤布变形、滤布焊接不正。
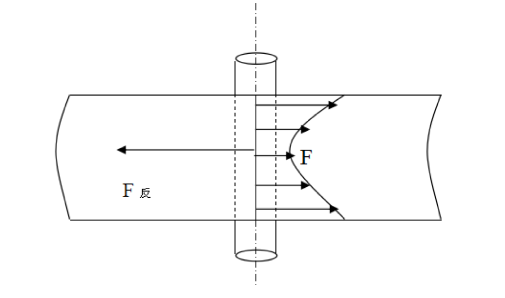
图1 滤布变形受力分析图
由于滤布中间松弛,因此所受的摩擦力比较小。滤布两边张力大,所以所受的摩擦力较大。这样,滤布两边运行速度较中间快。由于滤布是一块整体,当滤布各部位所受力不均匀时,滤布内部各部位之间就产生了作用力,这种作用力主要表现在滤布的纵向拉力上,由于滤布上物料的重心位于滤布的中间,所以滤布内部作用力的结果致使滤布向中间缩,造成滤布折叠,致使滤布损坏,同时致使刮刀刮不干净物料,造成滤布、辊子严重粘料,辊子粘料后,增加了滤布的行程,滤布行程大的一边张力大,滤布受到头轮的摩擦力大,滤布行程小的一边张力小,滤布受到头轮的摩擦力小,致使滤布跑偏。

图2 滤布焊接不正受力分析图
当滤布焊接不正时滤布所受头轮的摩擦力如上图所示。在这种情况下,滤布松弛的一边受到头轮的摩擦力较小,滤布张紧的一边受到头轮的摩擦力较大,滤布由于受外力不均匀而变形,致使滤布内部产生纵向的拉力。滤布张紧的一边对头轮的压力大于滤布松弛的一边,因此头轮对滤布产生纵向摩擦力的合力方向指向滤布张紧的一边。这样,滤布就向张紧的一边跑偏。
1.2机械方面的问题
水平带式过滤机的机械部件主要由传动辊子、汽缸、阀头、阀板、减速机、电动机、刮刀等组成。机械方面影响滤机跑偏的主要部件是传动辊和刮刀,当刮刀磨损严重或变形时物料刮布干净,导致传动辊粘料,引起跑偏。传动辊故障有传动辊轴承坏、传动辊轴承座坏、传动辊弯曲、传动辊与框架不垂直等。传动辊弯曲、传动辊与框架不垂直是引起水平带式过滤机跑偏的又一主要原因。

图3 传动辊与框架不垂直滤布水平受力分析图
当传动辊与过滤机框架不垂直时滤布受力如上图所示。其中,F1为头轮对滤布的牵引力,F2为传动辊对滤布的摩擦力,F为F1与F2的合力,F反为物料对滤布的拉力。由于滤布在水平方向上所受的合力偏离了滤布的中心线,所以滤布发生跑偏现象。滤布跑偏的方向由辊子的倾斜方向所决定。
 图4 传动辊弯曲时滤布水平受力图
图4 传动辊弯曲时滤布水平受力图
F为牵引力,F1、F2为传动辊对滤布的摩擦力,F反为物料对滤布的拉力。由此可知,滤布在水平方向所受的外力不平衡,并且受力点不同。这样滤布内部就产生了作用力,作用力的结果致使滤布向中间折叠,造成滤布打褶,刮刀刮不上物料,造成滤布及传动辊严重粘料,辊子粘料后,增加了滤布的行程,滤布行程大的一边张力大,滤布受到头轮的摩擦力大,滤布行程小的一边张力小,滤布受到头轮的摩擦力小,致使滤布跑偏。其受力分析与滤布焊接不正时相似。
1.3工艺方面的问题
1.3.1物料调配不合格
当物料调配不合格时,物料粘性大,刮刀无法刮干净物料,洗涤水也洗不干净物料,造成传动辊和纠偏辊严重粘料,辊子粘料后,增加了滤布的行程,滤布行程大的一边张力大,滤布受到头轮的摩擦力大,滤布行程小的一边张力小,滤布受到头轮的摩擦力小,致使滤布跑偏。其受力分析与滤布焊接不正时相似。
1.3.2进料不均匀
当物料进料不均匀时,滤布各部所受物料的压力将会不均匀,滤布各部位受到的外力不平衡,这样,滤布内部各部位之间就会产生作用力,作用力的结果致使滤布向物料多的一边跑偏。
1.3.3真空度太小
当真空度太小时,物料不能完全吸干,导致刮刀无法刮干净物料,造成传动辊和纠偏辊严重粘料,辊子粘料后,增加了滤布的行程,滤布行程大的一边张力大,滤布受到头轮的摩擦力大,滤布行程小的一边张力小,滤布受到头轮的摩擦力小,致使滤布跑偏。其受力分析与滤布焊接不正时相似。
二、水平带式过滤机滤布纠偏器工作原理及基本结构
工作原理:通辊与传动辊长度一致,一端由铰链连接只能摆动,另一端与纠偏气缸连接,由一滚动 轴承支撑、在气缸活塞的带动下可来回在导轨上移动。滤布的左右纠偏就通过纠偏辊移动时与滤机传动辊形成不同角度进而改变其对滤布的受力来实现 。
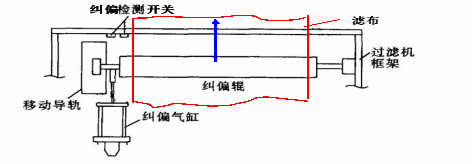
图5 通辊式纠偏器结构简图
三、滤布跑偏故障处理
通过以上故障分析,我们可以发现造成滤布跑偏的原因很多,对于滤布跑偏故障不熟悉的维护人员,遇到滤布跑偏故障往往会脑海一片茫然,无从下手。为了便于记忆,我们参考中医“望闻问切”诊脉手法,制定了滤布纠偏“望闻问切4233”四步纠偏法,有规律、分类别对纠偏系统进行全面检修。
序号 | 步骤 | 流程 | 具体做法 | 标准 |
1 | 望 | 四 | 1、滤布三种状态 | 左偏、正中、右偏 |
2、检测开关状态,是否亮灯 | 检测到滤布时灯亮 | |||
3、纠偏辊动作角度 | 左偏时正30度夹角,正中时0度,右偏时负30度夹角 | |||
4、各部件完好情况 | 轴承完好,纠偏辊胶皮无老化、脱落、无变形,风线无破损,传动辊和滤布有无变形 | |||
2 | 闻 | 二 | 1、风线、轴封有无漏风声音 | 风线、轴封等密封件完好无漏风 |
2、电磁线包和电线有无烧焦异味 | 无短路烧焦气味 | |||
3 | 问 | 三 | 1、故障发生时间及前后设备有无变动 | 滤布是否更换或者调试过相关联的设备其他部位 |
2、进料量有无变化 | 进料量、进料种类和粘度是否发生变化 | |||
3、DCS有无报警显示 | 有无故障码 | |||
4 | 切 | 三 | 1、电压、风压是否正常 | 电压AC220V,风压0.2~0.4Mpa |
2、电磁线包是否完好 | 电阻值650Ω左右 | |||
3、电磁阀手动切换是否正常 | 脱离线包,手动切换功能正常 |
![]()
古有李时珍的《本草纲目》为中医提供指导就医,今有各类故障排查表为我们设备维护排忧解难,我们在工作中不断探索总结,相信以后遇到各种故障都会迎刃而解。
参考文献:
1.《机械设计手册》第三卷.机械设计手册编委会编著.北京.机械工业出版社.2004
2.《新型实用过滤技术》第4版 丁启圣

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



