上海核工程研究设计院股份有限公司 上海 200233
摘要:模块化施工已成为核电厂建造技术的重要发展方向。某核电厂CA20模块作为大型结构模块之一,由多个子组件拼装而成。由于其外形尺寸大,结构复杂,形状不规则,现场安装面临诸多技术挑战。重点介绍了CA20模块安装过程相关施工技术,并针对施工难点提出了应对措施,旨在为后续同类项目的实施及其他大型结构模块的施工提供参考与借鉴。
关键词:核电;CA20模块;安装;变形控制
模块化施工是核电厂主要建造技术之一。通过模块化施工,提前预制和拼装模块,可以缩短核岛内关键建造工期。CA20模块作为核电厂大型结构模块之一,由多个子组件拼装而成,安装过程主要存在施工难点有:1)结构模块形状不规则,模块重心计算及调平难度大;2)模块就位基础上布满插筋,插筋与模块墙体内型钢设计间隙较小,模块就位时易与基础插筋及周围物项发生碰撞,模块安装调整难度大。因此,通过总结和分析CA20模块安装过程相关施工技术,并针对施工难点提出应对措施,对后续同类项目实施及其他大型结构模块的施工是十分有意义的。
1 CA20结构模块概述
某核电厂CA20模块是核电厂大型结构模块之一,安装位于辅助厂房6区,具备乏燃料贮存、传输、热交换、废物收集等功能。CA20模块外形尺寸约为17.75m×15.55m×22.85m(长×宽×高),拼装总重约889.64吨(包括预埋板、角钢梁、牛腿、废液监测箱B、6个KB模块、楼板钢筋、贯穿件等物项重量),由12个房间构成,其中包括27个墙体模块和18个楼板子模块,模块中部分设备模块及附属构件需随着楼板模块的组装而提前引入。
2 CA20结构模块安装
某核电厂CA20模块在拼装场地完成整体组装及吊装防变形工装安装工作后,利用大型液压平板车将CA20模块运输至吊装现场。CA20模块顶部共有6个吊点,采用三级吊梁,整体吊装采用一台3600t履带起重机作为主力吊机,利用主力吊机进行垂直和水平吊运,将模块从液压平板车上吊装到辅助厂房就位位置,施工主要流程如图1所示。
![]()
图1 CA20结构模块安装施工主要流程
2.1 模块吊装防变形
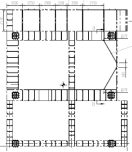
CA20模块体积大,存在单板墙结构,结构受力复杂,整体吊装时单板易产生变形,因此模块吊装前必须安装防变形工装,特别是燃料运输通道全部单板墙结构、水闸门、乏池全部单板墙结构等关键位置。防变形工装主要布置形式如图2所示。通过有限元分析软件,建立CA20模块有限元模型,分别对无防变形工装吊装工况和增加防变形工装后吊装两种工况进行分析,计算结果如表1所示。
|
|
图2 防变形工装主要布置图
表1 有限元分析结果
工况 | 模块最大应力(MPa) | 总体位移(mm) |
工况I:无防变形工装 | 170 | 47.4 |
工况II:增加防变形工装 | 134 | 7.2 |
2.2 模块吊装调平
CA20模块起吊前,模块名义重心处于吊机吊钩的正下方,由于模块实际拼装时增加了部分物项(如贯穿件、钢筋等),加上各个物项重量及重心坐标存在误差,导致模块名义重心与实际重心存在偏差,模块起吊后,在重力作用下模块实际重心绕吊钩销轴转动至吊机吊钩的正下方,将导致模块水平度偏差。
为了降低模块调平过程中的施工难度,水平度调整分为模块运输前的理论调平(拼装场地)和模块试吊前的精确调平(吊装场地)两个阶段。理论调平是根据模块的理论重心与名义重心的位置关系,利用力矩平衡原理,以理论重心为起点,通过在名义重心的射线的正交分线方向上增加平衡配重来对模块进行调平;精确调平是在CA20模块的试吊前对模块的水平度进行精调。CA20模块整体运输至起吊点位置,吊机缓慢起钩,当模块全部脱离平台时,检查模块水平度,如果不满足要求,根据模块倾斜的方向,通过在配重框中增减平衡配重来对模块进行调平。
2.3 模块安装前干涉排查
CA20模块就位基础布满插筋,为避免模块安装过程中模块锚筋、剪力钉、槽钢等物项与基础插筋干涉,采用BIM三维扫描技术,对拼装完成的CA20模块及其就位基础附近的钢筋进行扫描,生成点云模型,根据扫描后的模型判断碰撞结果,提前对就位基础钢筋进行预处理及模块本体上的剪力钉、槽钢、插筋等进行处理,以实现CA20模块吊装零碰撞就位。
2.4 模块安装公差控制
某核电厂CA20模块安装公差要求高,控制难度大。为保证安装公差要求,采取以下措施:
1)CA20模块安装前,对模块就位基础进行复测,并放出模块墙体线、模块基准轴线;将主DP点和附加DP点引测到模块外墙上;在CA20模块就位区域放出平面内安装位置线。
2)根据图纸安装CA20模块就位导向装置,共布置2套,每一套装置由定位销和定位销套环两部分构成,用以模块安装初步就位导向;在模块吊装前,可以在定位销上涂抹黄油,方便模块顺利滑落。
3)模块就位时,现场应有专人与吊装指挥保持良好沟通,方便吊机对模块及时进行调整;模块下落过程中应安排专人密切监视底部插筋位置,若仍存在干涉则及时处理。
4)当主定位销套环顶部处于主定位销变截面处时,停止回落模块,通过主定位销套环上的调整装置调整CA20模块定位,保证控制DP点DP03位置满足设计要求。
5)当副定位销套环顶部处于副定位销变截面处时,停止回落模块,通过副定位销套环上的调整装置调整CA20模块定位,保证控制DP点DP20位置满足设计要求。
6)模块继续回落,当模块底缘距离底部插筋顶部100mm时停止回落,查看模块墙体与插筋是否存在碰撞,若无问题,则模块继续回落至安装位置。
7)CA20模块整体就位后,对控制DP点进行复测,若不设计满足要求则适当提起模块进行微调。
3结语
某核电厂CA20模块是具备乏燃料贮存、传输、热交换、废物收集等功能的大型结构模块,由于其外形尺寸大,结构复杂,重量大,现场安装存在较多施工难点:吊装阶段模块调平及吊装防变形难度大,安装阶段模块就位时与就位基础上物项干涉概率大,模块安装调整难度大。CA20模块整个施工过程都需要精心策划,做好先决条件检查,提前解决或避免各类技术问题。通过重点阐述和分析了CA20模块安装过程相关施工技术,针对施工难点提出了相应的措施,对后续项目CA20模块施工和其他类似大型结构模块施工具有一定参考意义。
参考文献
[1] 郑东宏,肖洪涛,田亮等.某核电厂大型结构模块的现场拼装技术[J]. 钢结构,2012,27(11):71-76.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号